




一、IBL公司简介
IBL 公司致力于研发工业、电子PCB板、高密度、高可靠超大规模SMT器件/模块的焊接技术,提供BLC大批量系列、CX超大批量系列、VAC真空系列单机式/在线式等几十种汽相回流焊机型,满足用户不同生产批量及焊接工艺的要求,广泛应用于各国航空、航天、电子通信等电子领域及汽车、铁路机车、半导体等高可靠工业领域。

IBL公司在上海杰龙电子工程有限公司设有工艺试验中心和备品备件库,为用户提供快捷地工艺技术交流、工艺试验、技术培训、备品备件供应等销前销后服务,同时可根据客户不同产品情况提供一套完整的设备使用工艺,大大缩短用户工艺试验时间。
销售测试地址:上海市闵行区瓶北路1358号久创科技园3号楼一层北门
电话:021-51097866

二、汽相加热工作原理
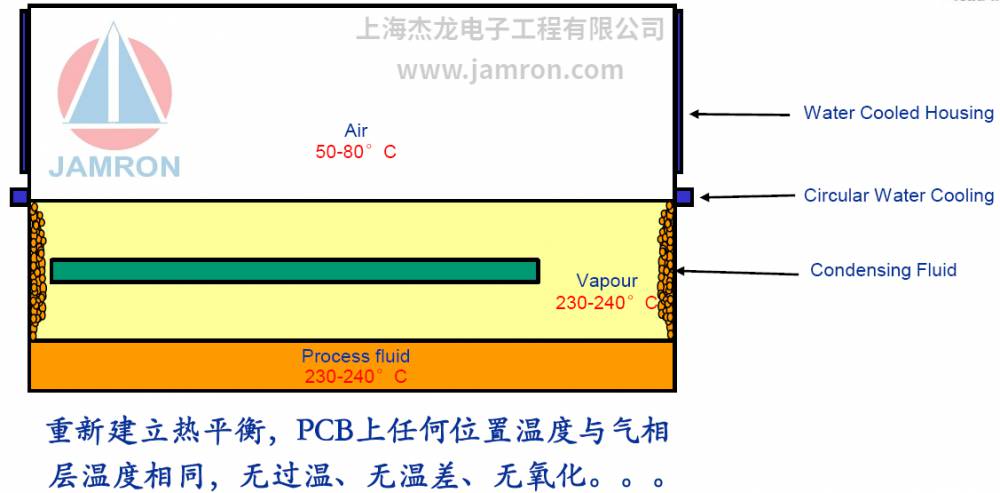
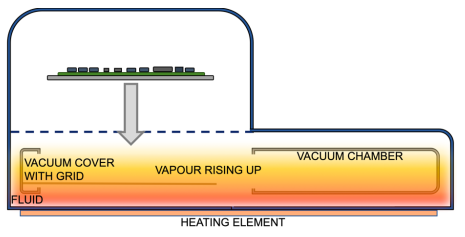
汽相加热方式是利用液体沸腾后,在液体表面形成的一层汽相层,汽相层中的气态工作液(工作液蒸汽)带有热量,当物体进入汽相层后,蒸汽中的热量被交换到温度相对较低的被加热对象中,热量被交换走的部分蒸汽的,冷凝成液体,流回主加热槽,主加热槽体下的电加热器会不断提供汽相液沸腾所需要的热能。由此周而复始,直至被加热对象的温度与汽相液蒸汽的温度完全一致。因为汽相层中不同位置的温度是一致的,即汽相液的沸点(气压不变的情况下物体的沸点是稳定),因此不会产生过热现象。
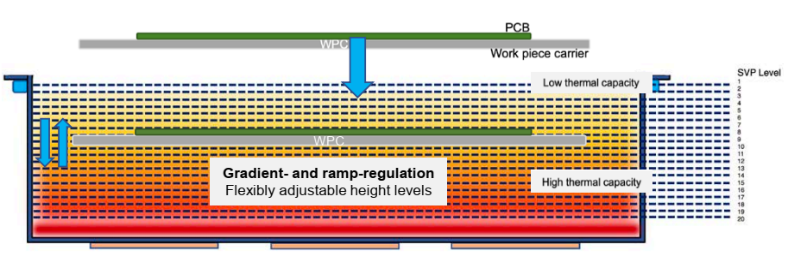
同时巧妙利用汽相蒸汽层在不同高度下的热交换效率不同原理以及IBL专利的平稳双轴垂直传动系统,可将气相层细分成20个不同升温速率的温区,可以非常 和灵活地控制需要的温度曲线,有效实现 的温度曲线控制。
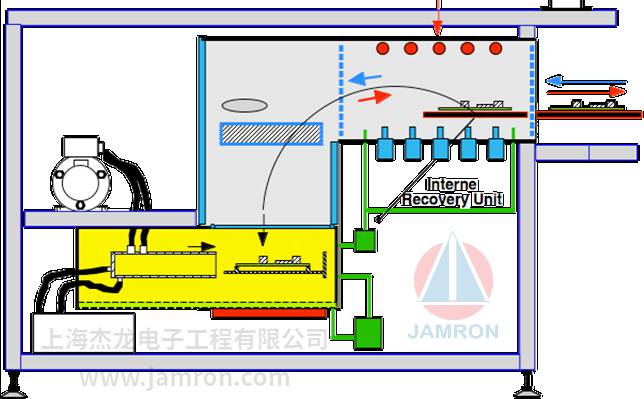
内部结构示意图
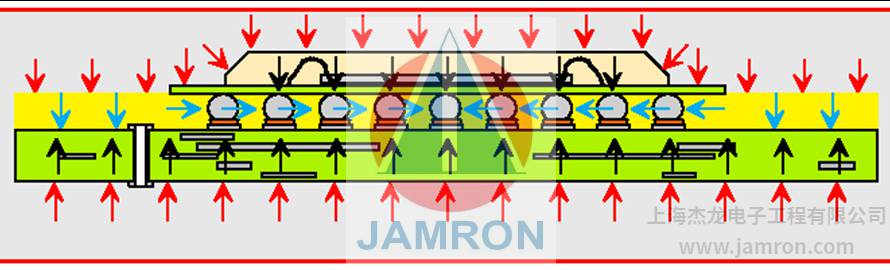
360度汽相热交换
三、汽相回流焊相对热风回流焊具有的优势
热风式回流焊炉具有内置计算机控制的多温区回流焊工艺曲线可调、在线式运行、生产等特点,比较适合于商用产品的大批量连续生产。但热风回流系统具有功耗大、温差大、过温冲击、温度曲线不易控制、焊点氧化、针对不同产品需进行不同的复杂工艺试验等缺陷,汽相回流焊具有明显的优势:
传统回流焊不足 | 汽相回流焊优势 | |
温度稳定性 | 存在过温的风险,出风口的温度会超过230°C,使得出风口附近的加热温度达到270-290℃,程度的增加了PCB板上元器件热损伤的概率,加热温度超过元器件所能够承受的高温度,可能对元器件造成的热损伤
| 加热温度是由汽相液的沸点决定的,气压不变的情况下,液体沸点不会发生变化,也就不会出现过温现象。汽相回流焊采用汽相传热原理,温度稳定可靠,满足有铅/无铅焊要求(汽相液沸点温度: 200℃、℃215℃、235℃、240℃等),所有元器件和材料的安全 |
加热均匀性 | 受热不均匀会产生的焊接问题,受到热量传导的限制,导致部分区域无法获得足够的热量,造成受热不均匀,尤其是那些在隐蔽部位的焊点,可能出现焊接“阴影现象”
| 汽相加热的热交换是持续而且充分的,不会产生因热交换不充分而出现的虚焊、冷焊等不良焊接现象 可实现各种复杂的高密度多层PCB板、高可靠焊接,并确保PCB板任何位置的温度均匀一致性,消除应力影响 |
焊点氧化 | 焊点在高温下长时间暴露在空气中,与氧气产生反应,出现氧化现象,只有施加惰性气体保护才能避免,但需要增加额外的机构和气源 | 焊接过程在汽相层中完成,汽相层(汽相液蒸汽)可提供惰性气氛环境,汽相焊接中焊点与空气是完全隔绝的,消除焊点氧化 |
热交换面积 | 热交换面积小,尤其是红外加热方式的热交换面仅为PCB板的上下两侧的投影面积 | 由于汽相蒸汽是“无孔不入”,汽相加热的热交换面是PCB板上所有开放表面,包括元器件表面的总和,加热效率会成倍增加 |
热交换效率和热容量 | 热风回流焊加热媒质是空气,空气比热较小,红外加热采用的辐射加热方式,热交换效率较低 | 汽相层直接采用传到和对流相结合的方式加热,热交换;且汽相层的比热,适用于大热容量的物体加热 |
润湿效果 | 无铅焊焊料的润湿效果不佳,通常需要在焊接过程中施以保护性气体来改善焊点的润湿效果 | 汽相回流焊工作环境提供惰性气氛,不需要施加保护性气体,就可以获得佳的润湿效果 |
设备占地面积和多温区 | 为了避免可能产生的“爆米花”现象,焊接设备需要更多的温区,才能使温升保持平缓,因此增加了焊接设备的总长度 | 由于在汽相层上方不同高度,实现“多温区”效果;汽相回流焊与传统焊接设备相比,结果紧凑,占地面积要小得多;可实现低温焊接,消除“Popcorn cracking爆米花”现象、PCB板分层现象 |
能源消耗 | 由于焊接温区的增加,排气带走大量宝贵的热能,以及保护性气体的施加,使得能耗已经很高的传统焊接设备的能量消耗变得更高
| 由于汽相回流焊的加热温度较传统焊接设备要低;也没有因为排风而损失的大量热量(汽相回流焊是封闭环境下工作的),所以大大减少了能量消耗 (与传统热风对流回流焊接设备相比,可减少65%的电力消耗) |
日常维护 | 需要定期由人员进行维护 | 的免维护传送系统,无需维护 |
生产成本 | 增加生产成本 l 电力消耗,热损耗 l 购买惰性气体和施加设备 l 散热量大,增加环境温度调节成本 l 需要压缩空气 l 针对不同的产品,需要调整设备,产品试验成本高 l 需要配备维护人员 | 减少生产成本 l 仅需要1/3的能源消耗(与传统回流焊接设备相比) l 无需施加保护性气体 l 没有大量的热量排放,减少工作环境中空调的能源消耗 l 无需压缩空气 l 设备适应性强,可快速适应新产品,可在同一参数设置和系统配置下适应多种产品生产需要 l 内置汽相液回收系统,了少的汽相液损耗, 降低了生产成本,汽相液消耗15-20克/小时. l 低廉的维护成本 |
元器件返修 | l 过温可能对PCB板上的元器件造成的损坏或性能下降 l 更高的焊接温度要求,可能造成的冷焊、虚焊等不良焊点 l 多次返修的元器件极易发生氧化 l 焊点的润湿效果不佳 | l 采用自动提升机构拆焊元器件 l 不会因过温损害元器件 l 不会发生受热不均匀拆卸时损失元器件的情况 l 不会发生氧化 l 的润湿效果 可对QFP320及各种BGA或CGA都能毫无损害的进行解焊,取下来的器件还可再次使用 |
开机预热速度 | 一般需要2小时左右,对于因小批量生产而需要频繁开机的生产单位来说,会造成的时间浪费 | 仅仅需要30-40分钟即可(数据根据室温10-20℃条件下获得) |
污染物排放 | 大量含有助焊剂废气污染物灼热气体排放,散发出刺鼻气味,且废气对人体有害 | 全封闭结构,无废气污染物排放,助焊剂残留物固化后贮存在设备内部;无其它污染物排放,无需存储保护性气体;采用新型环保型汽相汽相液,不含破坏臭氧层的氟化物,完全符合环保要求 |
四、IBL真空汽相焊接系统性能特点
项目 | 性能特点 | 重要性 |
总 述 | 德国IBL公司专注于汽相技术及汽相焊接设备开发与设计。自1987年开始研发新一代汽相回流焊接系统,1991年起实现批量生产销售。经过近三十五年的研究和发展,不断开发创新的汽相焊接应用技术,拥有在汽相加热方式下热传递的核心技术和一系列汽相回流焊接系统相关的专利技术。其他同行不能仿制,只能采用其他更复杂的方法实现同样的应用。 | 更完善、成熟的汽相焊接技术应用,实现完善的焊接温度曲线,并确保PCB板和元器件安全,避免传统热风回流焊中存在的一些常见焊接缺陷。 |
汽相焊接设备机型 | 具有十几种全系列机型,包括台式、单机式、在线式、真空式、真空在线式、双工作区在线式等机型:
| 满足客户不同焊接应用及不同生产批量需要。具有更广泛的应用。
|
汽相加热原理 | 汽相加热方式是利用汽相液(PFPE全氟聚醚)加热沸腾后,在液体上方形成的一个稳定、均匀温度和无氧环境的汽相蒸汽层,当工件进入汽相层后,汽相蒸汽层与工件进行快速的汽相热交换,汽相层冷凝成液体流回加热槽,加热槽内的汽相液不断补充新的汽相层提供热源。由此周而复始,直至被加热工件的温度与汽相液蒸层温度完全一致,停止热交换。
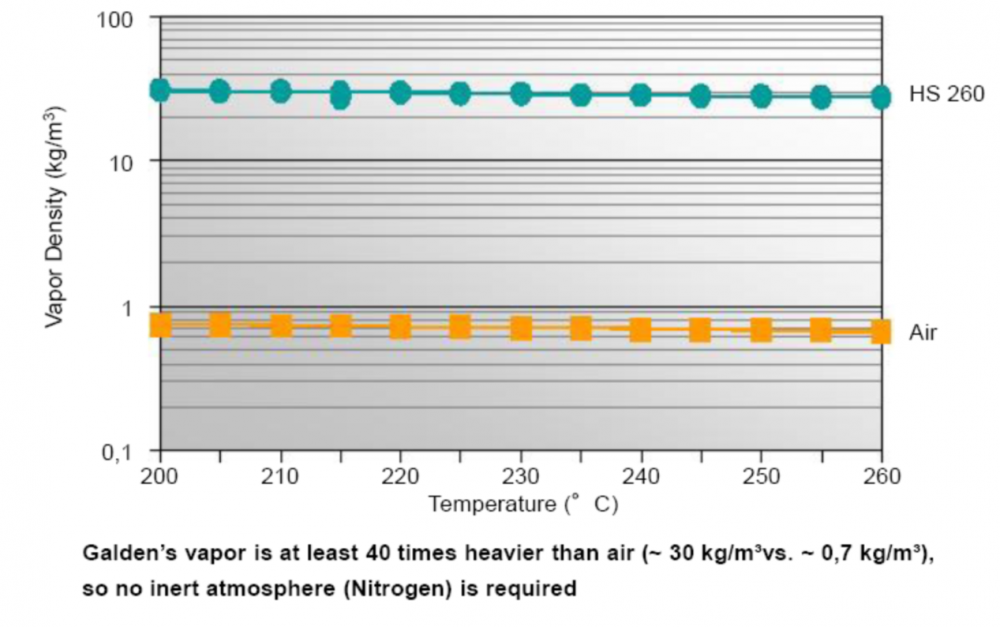
| 根据汽相热交换原理设计制造的SMT回流焊接应用,整个焊接过程中温度均匀一致、无过温,并且在与空气隔绝的无氧汽相层环境中完成焊接(汽相层比重约为空气的40倍),有效避免焊点氧化。 |
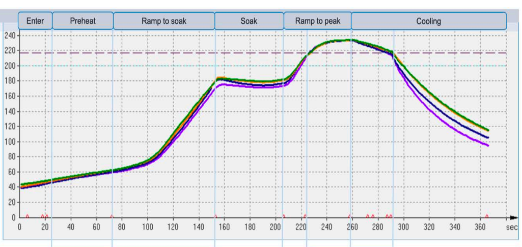
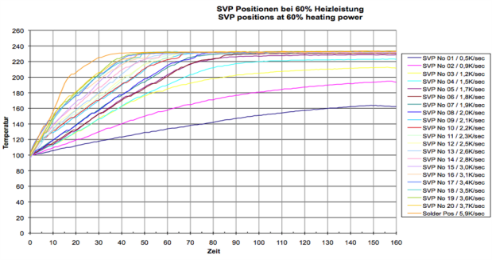
温度曲线控制 | 巧妙利用汽相蒸汽层在不同高度下的热交换效率不同原理,以及IBL专利的平稳双轴垂直传动系统,可将气相层细分成20个不同升温速率的温区,可以非常和灵活地控制需要的温度曲线,有效实现的温度曲线控制。
| 多区升温速率可选,可调整工件升温速率,实现预热升温、预热保温、焊接升温、回流保温、降温等焊接区域,达到焊膏生产厂家所提出的理想温度曲线要求。
|
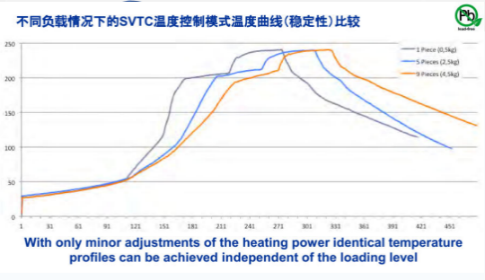
温度控制模式 | 具有多项IBL专利的汽相焊接技术及多种焊接温度曲线控制模式,满足不同焊接需求的复杂工艺要求 VP普通汽相模式:仅用时间控制,用于简易实验室实验 HL直热时间模式:直接汽相加热并以汽相层高度重新稳定后(即热交换平衡后)延时一定时间为标准进行控制,实现可靠焊接。) SVP柔性汽相升温模式:通过进入汽相层深度不同来控制热传递速率的控制方式,细分20个不同升温速率的温区,有效控制不同时间区域的升温速率,实现理解温度曲线。 SVTC温度曲线模式:以温度为起控点设定下一步升温速率和延时时间,可直接根据理解温度曲线设定焊接参数,系统将根据不同批量及热容量的焊接工件自动调整每一段的时间(如:预热升温、预热保温、焊接升温、回流保温、降温等焊接区域),实现高可靠自动焊接。
| 
|
多温度控制模式 | 采用IBL特的二次保温技术,可以使用同一种汽相液控制工件不同的焊接温度,避免经常性更换汽相液的麻烦,满足多品种、多工艺、多次立体组装焊接等特殊工艺要求。 |
|
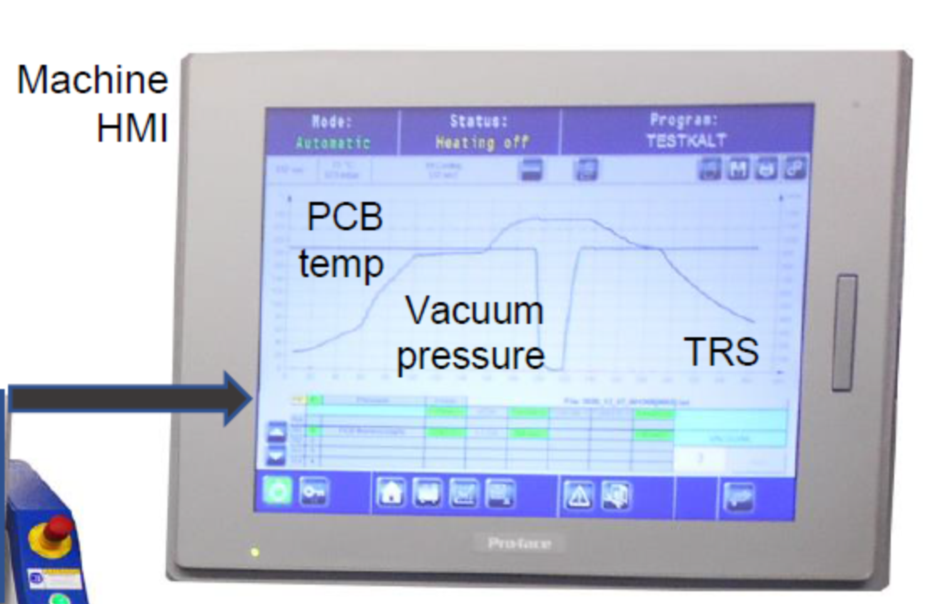
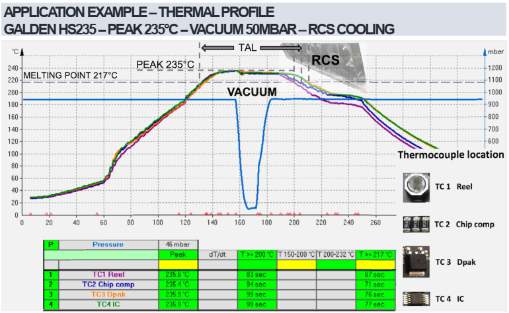
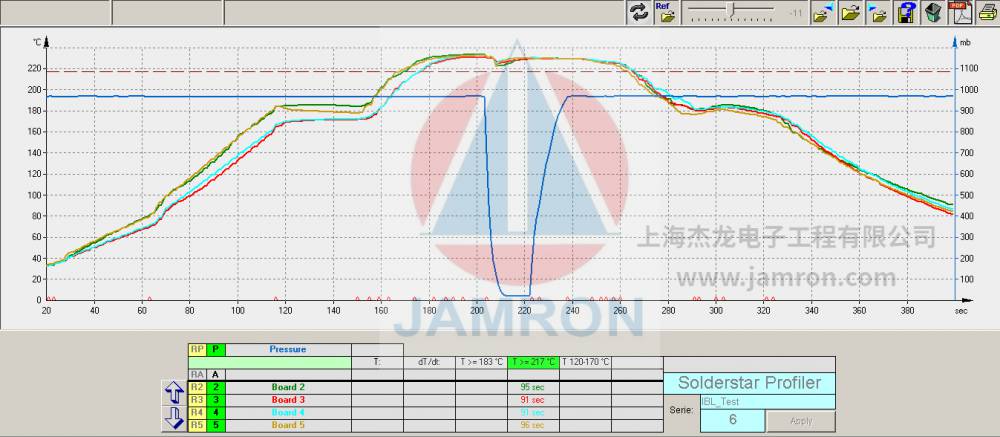
控制软件具备炉温曲线测试分析功能 | 控制软件具备温度曲线记录与分析功能,可选配实时显示4通道焊接温度曲线和设备所有工作状态信息。 |
|
智能编程系统 | 可根据用户工艺温度曲线要求实现快速自动编程。只需输入理想温度曲线,运行模拟PCB板进行自学,自动产生时间、温度、位置、功率等编程参数,即可轻松完成焊接程序编辑和闭环温度曲线控制 |
|
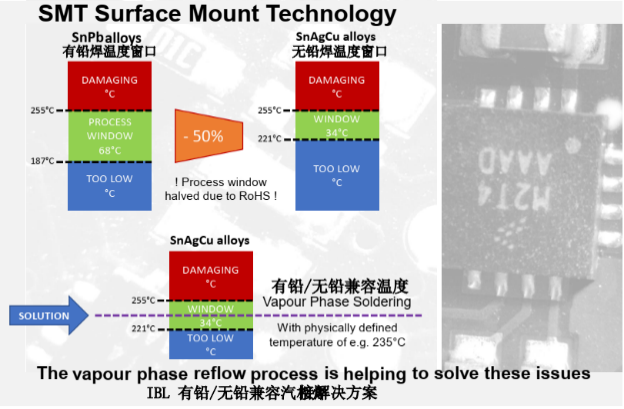
有铅/无铅混装工艺
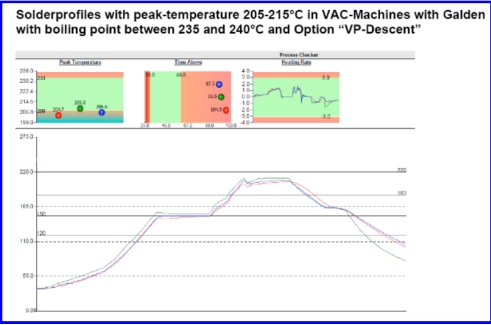
| IBL与汽相液生产厂共同开发的HS235汽相液,能同时满足有铅、无铅、有铅/无铅混装焊接工艺,实现多品种小批量复杂混装焊接工艺。
|
|
一体化真空腔和汽相层真空设计 | IBL专利的汽相层内恒温真空技术,整个真空腔体置于汽相加热区中,真空腔体温度与汽相层温度完全一致,对焊点在抽真空过程中的起到可靠的保温作用,有效克服产品焊点在抽真空过程中大幅度降温。 焊接完成后PCB板保持静止不动,真空腔平移到焊接区,进行抽真空过程,确保产品安全。
| 确保真空过程中焊点保持液态及较好的流动性,提高真空去泡效率。
|
真空参数灵活可调性能 |








五、汽相回流焊具有的优势:
l 在汽相焊接过程中对焊点加入抽真空保温焊接流程,大限度消除焊点中的空隙,例如:气泡、液泡以及其它气态和液态的杂质,以提高焊点的导电和导热功能,增加焊点的可靠性。
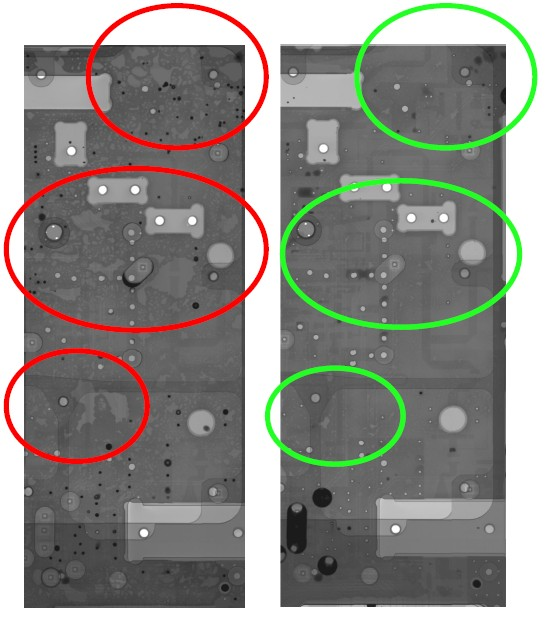
大面积模块焊盘抽真空效果对比(小于20mbar)

l 焊点焊料达到熔融状态后,进入真空腔内快速抽真空(速率可调),大限度抽出焊点气泡的同时,有效控制热量流失,确保焊接过程中温度稳定。特殊设计的真空腔内部结构,可在短的时间内达到理想的真空压力或多种抽真空速率可调,满足不同工件对真空速率的要求,确保佳去泡效果和产品安全。
l 高强度真空腔体及大流量真空泵系统,低真空压力小于5mbar,抽真空速率可调,特殊设计的真空释放回路,可编程选择真空腔打开后回到汽相层环境或氮气保护环境中,防止焊点氧化。

l IBL专利的 汽相层内真空技术,确保真空腔温度可靠,消除任何温度偏差,确保PCB板焊点安全。
l IBL专利的 二次保温技术,可实现真空腔内二次保温,实现高温汽相液的低温焊接,一种汽相液即可同时满足有铅或无铅焊接要求,满足有铅/无铅混装、有铅无铅切换等灵活应用(选配)。

l 具有完整系统运行状态监测控制,实时显示汽相层温度、工件温度、托盘温度、冷却水温度、加热器功率、工件位置、真空腔压力等参数,并可实时显示焊接温度曲线,确保产品安全及焊接可靠性。

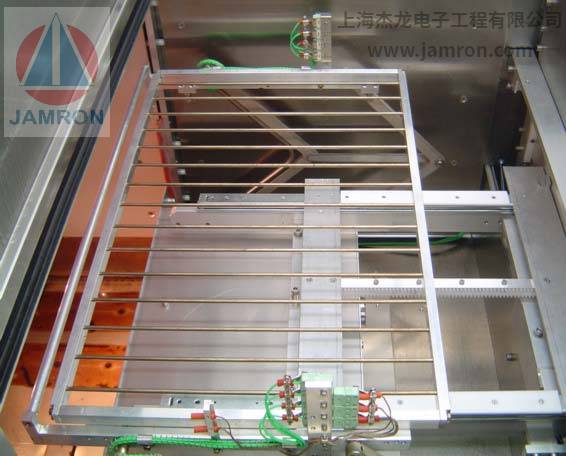
l 设备配置了IBL专利技术的无振动双轴传送机构,工件托盘架以双悬臂机构做圆周运动,不需要在水平运动和垂直运动间进行动作切换,避免了轻微振动的发生,确保PCB板传输稳定安全及PCB板上元器件无任何震动和移位。
l 可选配 自动拼板的在线式传输系统 ,实现全自动大批量在线焊接生产 。

l 系统同时具有BLC 系列汽相焊接系统的所有功能及性能优势,实现多种焊接温度曲线控制模式,满足不同焊接需求的复杂工艺要求。

六、主机系统配置:
l 自动焊接区/冷却区封闭腔门
l 自动进出料传送装置
l SVTC柔性升温曲线控制
l 汽相腔观察窗
l 焊接区域内置照明
l 两路冷却水温度控制
l 加热器功率自动控制
l 汽相层高度稳定控制
l 自动汽相液面监测
l 自动汽相液过滤装置
l 自动传送架温度补偿
l 无限焊接温度曲线程序存储
l 内置汽相液冷凝回收系统
l 多种工作状态参数显示
l 免维护不锈钢传送系统
l 多种可编程温度控制模式
l 外接真空腔氮气接口(选件)
l 四通道温度传感器接口
l 15英寸触摸控制电脑
l 快速抽真空装置
l 出料口排风装置
l 多项安全参数自动检测报警
七、技术参数:
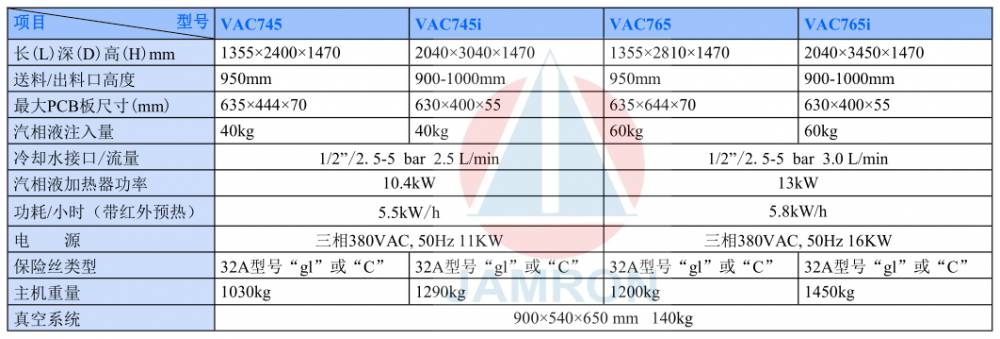
项目/型号 | VAC745 | VAC745i | VAC765 | VAC765i |
长(L)深(D)高(H)mm | 1355×2400×1470 | 2040×3040×1470 | 1355×2810×1470 | 2040×3450×1470 |
送料/出料口高度 | 950mm | 900-1000mm | 950mm | 900-1000mm |
大PCB板尺寸(mm) | 635×444×70 | 630×400×55 | 635×644×70 | 630×400×55 |
汽相液注入量 | 40kg | 40kg | 60kg | 60kg |
冷却水接口/流量 | 1/2”/2.5-5 bar 2.5 L/min | 1/2”/2.5-5 bar 2.5 L/min | 1/2”/2.5-5 bar 3.0 L/min | 1/2”/2.5-5 bar 3.0 L/min |
汽相液加热器功率 | 10.4kW | 10.4kW | 13kW | 13kW |
功耗/小时(带红外预热) | 5.5kW/h | 5.5kW/h | 5.8kW/h | 5.8kW/h |
电 源 | 三相380VAC, 50Hz 11KW | 三相380VAC, 50Hz 11KW | 三相380VAC, 50Hz 16KW | 三相380VAC, 50Hz 16KW |
保险丝类型 | 32A型号“gl”或“C” | 32A型号“gl”或“C” | 32A型号“gl”或“C” | 32A型号“gl”或“C” |
主机重量 | 1030kg | 1290kg | 1200kg | 1450kg |
真空系统 | 900×540×650 mm 140kg | 900×540×650 mm 140kg | 900×540×650 mm 140kg | 900×540×650 mm 140kg |