
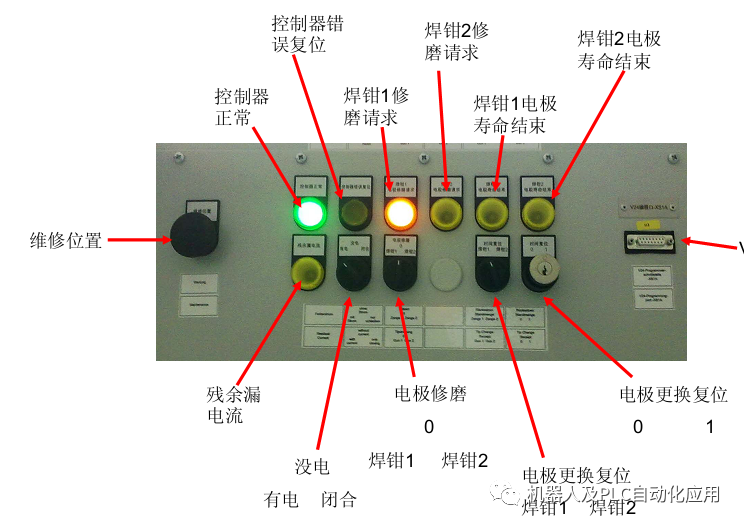

当控制器发出修磨请求时,除了可以在操作面板上进行复位还可以直接从焊钳按钮进行复位.

当控制器发出修磨请求时,选中修磨程序并同时按下启动按钮,执行完修磨程序以后,修磨请求信号会自动复位。
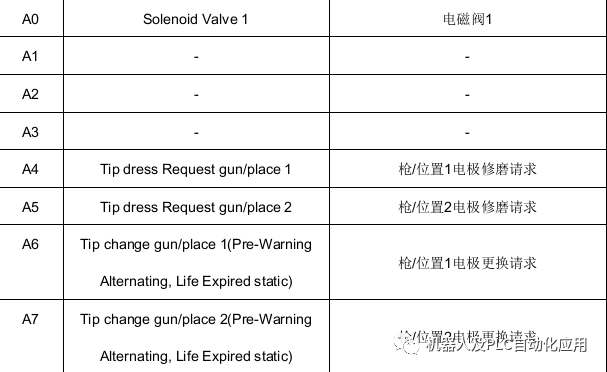
枪1枪2有独立的状态输出信号。
当焊钳处于寿命预警状态,输出信号“焊钳电极更换“输出发出脉冲信号 .
当焊钳处于寿命到达状态,输出信号“焊钳电极更换“输出保持高电平.
当焊钳处于修磨预警状态,输出信号“焊钳修磨请求“输出保持高电平 .
输入信号“焊钳1电极已修磨”与“焊钳1电极已更换”关联到当前焊钳1代码所指向的电极号.
输入信号“焊钳2电极已修磨”与“焊钳2电极已更换”关联到当前焊钳2代码所指向的电极号.
“电极已修磨“,”电极已更换“ 均有对应的输入信号.
程序代码1-4所指向的电极均适用于以上规则。
电极分配
默认电极分配如下:
程序1-4,11-14,21-24,31-34,5使用1号电极 .
程序6-9,16-19,26-29,36-39,10使用2号电极 .
风扇
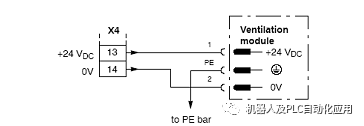
风扇电源由X4/13-14供给
当散热片温度大于等于55度时,风扇运转
当散热片温度小于等于55度时,风扇停转
风扇正常位于面板的后面,强制冷却的风冷却散热片,最大输出功率为2A。
阀的工作状态

复位: 输出“电磁阀X”为低电平,输出“辅助行程X”为低电平 .
在“启动X”发出后,程序执行过程中,输出“电磁阀X”为高电平,输出“辅助行程X”为高电平 .
此时更改“辅助行程X”状态不影响程序执行.
在程序执行完成后,输入“辅助行程X”为高电平时,输出“辅助行程X”也为高电平 .
输入“辅助行程X”为低电平时,输出“辅助行程X”也为低电平.
当“辅助行程X”为低电平时,“启动X”无法被执行。
维修位置

当输入“维修位置”为高电平,焊钳会处于大开状态并无法动作。
当焊钳处于焊接状态,该输入变为高电平会使焊接中止
当焊钳处于非焊接状态,该输入为高电平,输入信号“辅助行程”与“启动”将会无效。
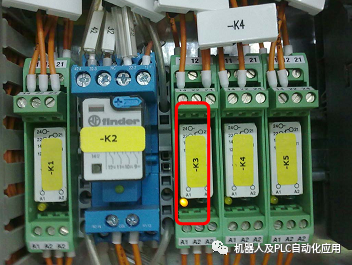
维修位置按钮拔出,此时控制柜处于正常状态,在输入端口E03=1 。当需要维修位置功能时,按下维修位置按钮,E03=0 ,控制柜中的K3继电器上的灯灭,焊钳进入大张口状态,辅助行程气缸电磁阀失电。此时无论是辅助行程按钮还是启动按钮都不起任何作用。
审核编辑 :李倩
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 全自动焊接流水线
全自动焊接流水线 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 Ehave
Ehave 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 上海安耐ZX7-250B全铜手提式小型家用逆变直流手工电焊机3.2焊条长焊
上海安耐ZX7-250B全铜手提式小型家用逆变直流手工电焊机3.2焊条长焊 Panasonic /松下晶闸管控制 YD-350KR 气保焊机厂家直供(原装假一罚十)
Panasonic /松下晶闸管控制 YD-350KR 气保焊机厂家直供(原装假一罚十) 400A柴油发电电焊机_大泽发电电焊机
400A柴油发电电焊机_大泽发电电焊机 厂家直销 ARC-200逆变直流电焊机 便捷式电焊机
厂家直销 ARC-200逆变直流电焊机 便捷式电焊机 博塔重工供应通用型、重型双扇齿、双立柱变位机
博塔重工供应通用型、重型双扇齿、双立柱变位机 D212耐磨堆焊焊条
D212耐磨堆焊焊条 南常切片机/南常切片机价格/南常切片机多少钱
南常切片机/南常切片机价格/南常切片机多少钱 JBN-保温放料阀
JBN-保温放料阀








