
川崎机器人伺服焊枪标定
一.设定参数:
1.打开辅助功能界面, 如下图:
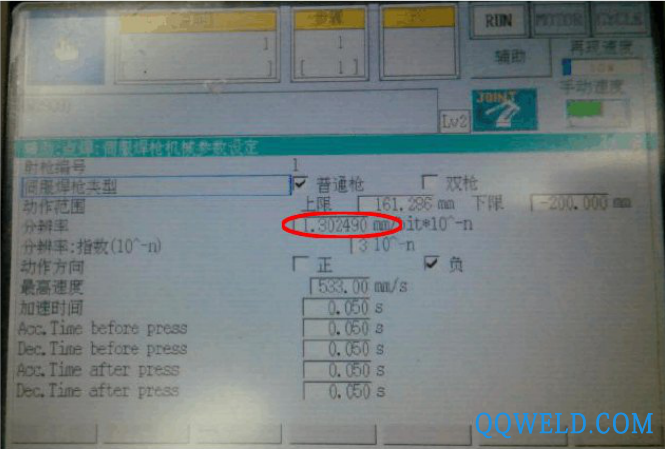
2.伺服焊枪机械参数设定:点焊---伺服焊枪机械参数设定,如下图: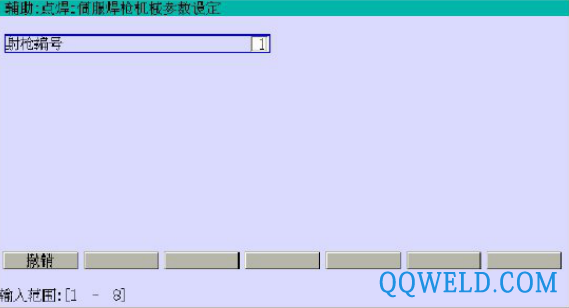
如果设置焊枪 1,射枪编号就写 1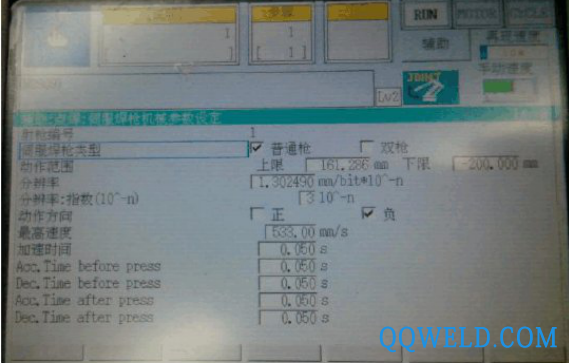
伺服焊枪类型: 普通枪(换枪选双枪)。
动作范围: 上限按照焊枪参数表上的填写, 下限一般情况下都是-200mm
分辨率: 转速比(马达转一圈焊枪走的行程) /8192=0.00…. 然后在第一位不是 0 的数字开始, 后面加上小数。 分辨率指数:
小数点后移 N 位就是 10 的负 N 次方。
例: 10.4(转速比)/8192=0.0012695=1.2695×10- ³ 分辨率就是 1.2695 分辨率指数填 3。
动作方向: 负(正方向开枪, 负方向关枪)。 最高速度按照表格里面的填写, 加速时间及以下 4 个都是 0.05
下面是焊枪参数表, 每把焊枪都自带的。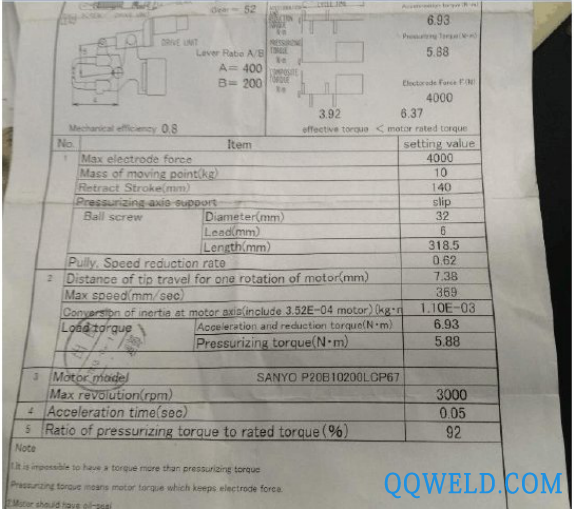
3.伺服焊枪的的设定
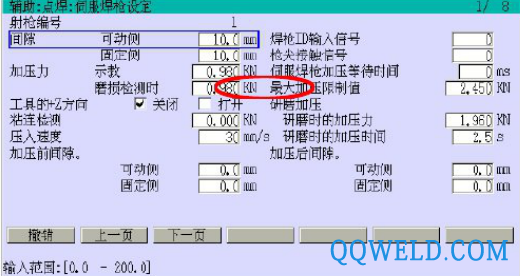
在示教器上打开辅助——点焊——伺服枪设定——射枪编号, 如下图所示:
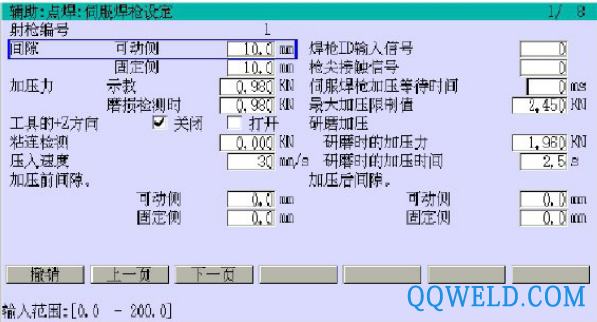
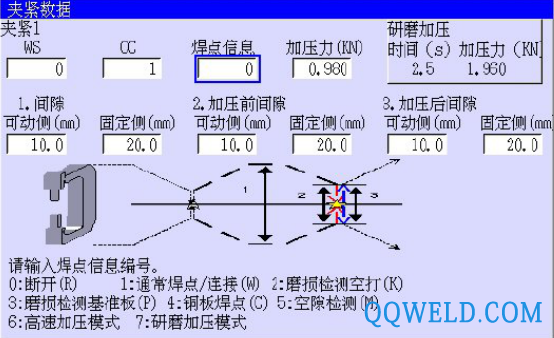
间隙如果焊枪行程大于 35mm 两个参数都设为 10.0mm, 如果小于 35mm 设为 5.0mm 加压力: 示教设为 0.980KN, 磨损检测
时 0.98KN
工具的+Z 方向设为关闭, E 系控制柜都选关闭, 和枪关闭方向一致
粘连检测粘枪时的检测, 这个功能应该不能使用
压入速度设为 10mm/s
加压前间隙可动侧, 不动侧均为 10
加压后间隙可动侧, 不动侧均为 10
伺服焊枪加压等待时间: 焊接时 10ms 内焊枪没有打开时会报警。
枪尖接触信号: 焊接时会发出的信号, 可以用作防止焊枪不焊接。
研磨时的加压力: 0.98KN 焊枪修模时的压力。 研磨时的加压时间: 修模时加压的时间一般 1-1.2 秒就够了。
最大加压限制值 max electric force 4.000KN(根据参数表)
4.加压力调整数据:
打开辅助——点焊——加压力调整数据——射枪编号, 如下图所示: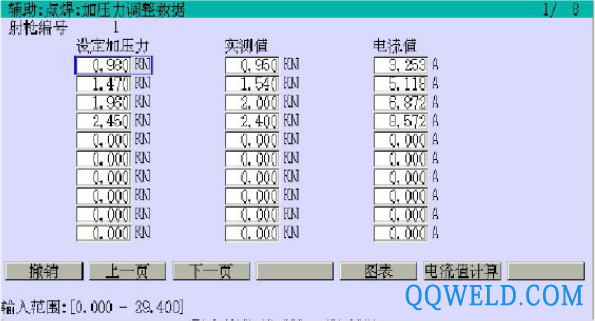
实际值由压力表测出
5.加压力补偿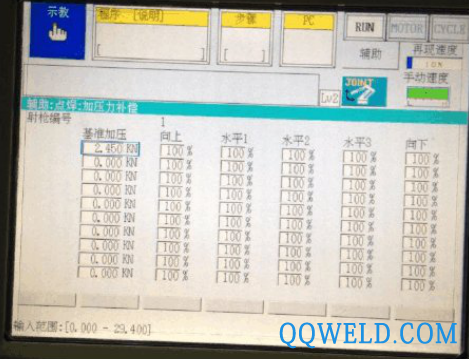
只填第一个空基准压力焊枪的最大压力与 2.450KN 写小的那个(为了焊枪安全)
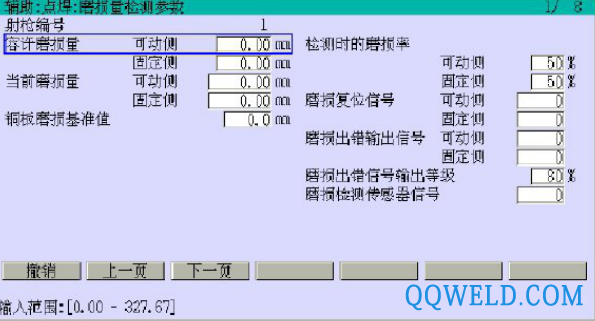
6.磨损量检测
容许磨损量如果焊枪行程大于 35mm 两个参数都设为 10.0mm, 如果小于 35mm 设为 5.0mm
当前磨损量不用设置根据磨损检查自动生成
铜板磨损基准值不变
检测时的磨损率均设 50%
磨损信号复位信号可动侧和固定侧可以是同一信号
磨损出错输出信号和磨损信号复位信号两侧可以填同一个信号
磨损出错信号输出等级如果可动侧和固定侧最大磨损量允许为 10mm, 输出等级 80%, 磨损超过 8mm 就报错。
磨损检测传感器信号在焊枪上可以加的。
7.大开, 小开位置设置, 由于焊枪开口太小无法放入压力表所以要设置大开小开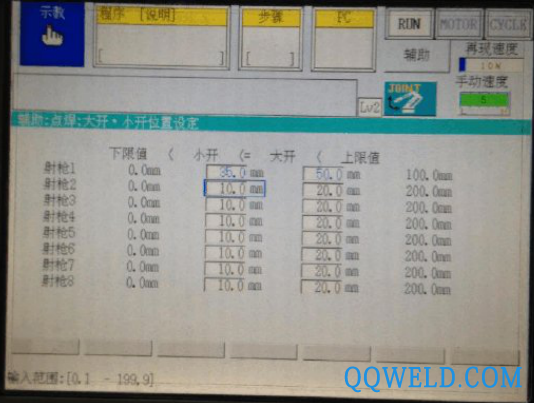
设定完焊枪的大开、 小开后设置第一次标零点。
速度设置为“2”“各轴”
首先设置“焊点信息”, “0” 是断开, “1” 是连接, 按“R” 然后返回。
CC 状态是 0, 就是焊枪没有连接。 再设置“焊点信息”, 按“1” 然后返回, 机器人上电。“CC 0” 变成“CC 1”
按 C 区选择功能, 显示如下界面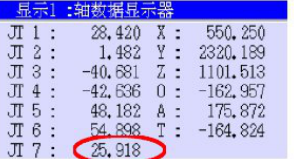
按 A+夹紧 1W1, 
“夹紧 1” 开始闪烁, 焊枪会打开到位, 按 A+夹紧 1,
焊枪小开
再按 A+夹紧 1, , 焊枪合枪。 按“显示 1” 再选择“轴数据显示”
, 焊枪合枪。 按“显示 1” 再选择“轴数据显示”
记录 JT7 25.918, 再进入伺服焊枪机械参数设定, 分辨率改成原始值减去 25.918, 如果是负值则是加上 JT7 的值
焊点信息断开再连接
按 A+夹紧 1W1, 
“夹紧 1” 开始闪烁, 焊枪会打开到位。 按 A+夹紧 1, 
焊枪小开,再按 A+夹紧 1,  显示 JT7 公差±0.05 就可以。 如果超公差在继续合枪加减分辨率直到在公差内
显示 JT7 公差±0.05 就可以。 如果超公差在继续合枪加减分辨率直到在公差内
9.第二次零点标定,首先, 进入辅助功能—基本设定—示教设定

等级 1 改为 0.01mm/s, 等级 2 改为 10.0mm/s
用速度等级“Lv2”(10mm/s) 手动夹紧 1 次, 然后用速度等级“Lv1” 精确调整焊枪开口度到一张纸的厚度
进入辅助功能—高级—调零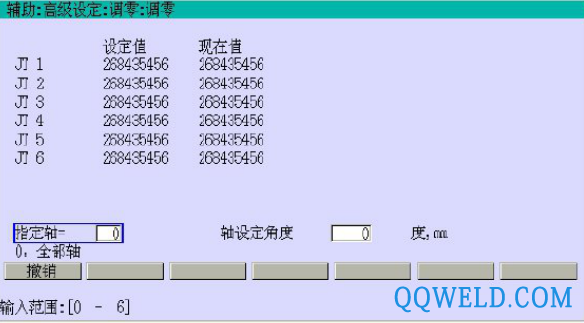
指定轴=7 此处注意只能选择 J7 轴, 其他轴不能选, 否则会错误修改其他轴的零点位置。
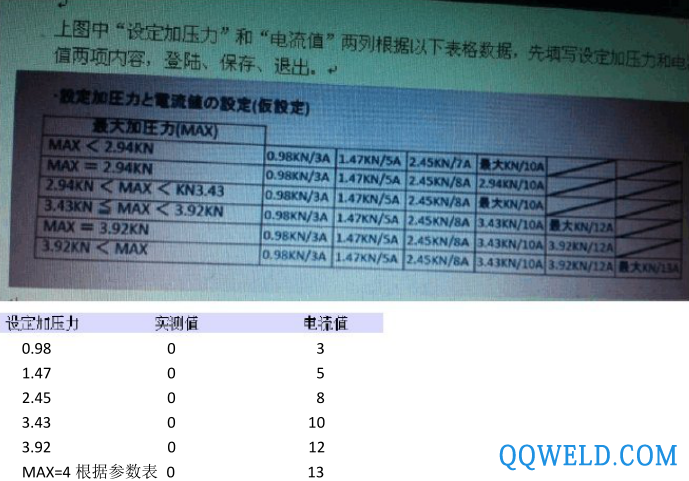
12.压力标定
加压力示教分别设 0.98 1.47 2.45 3.43 3.92 MAX 一共 6 个值, 每设一个值把压力表放在电极帽固 。定 侧 , 机 器 人 按 夹 紧 , 压 力 表 会 显 示 此 次 夹 紧 的 压 力 , 把 6 个 值 都 记 录 下 来 , 再 进 入 加 压 力 调 整 数 据
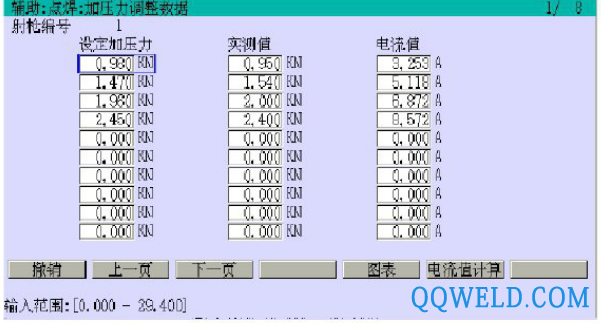
把六个值写入实测值, 按电流值计算, 会显示测得的电流值, 再按登入。
如此反复一共做 4 次, 压力标定到此完成。
最后检测一下压力标定是否准确。
把加压力示教改成大于零但不超过最大压力的值, 用压力表测试一下, 误差不要超过 5%。 如果误差太大的情况下再重复做一遍。 测晒试完后把压力改成 0.98.
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 Ehave
Ehave 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 全自动焊接流水线
全自动焊接流水线 柳溪焊接机器人
柳溪焊接机器人 专业供应 焊接设备YGR-S1机械臂,焊接机器人,示教编程,简易易用,自行车、电动车行业专业焊接机器人
专业供应 焊接设备YGR-S1机械臂,焊接机器人,示教编程,简易易用,自行车、电动车行业专业焊接机器人 大型焊接机器人厂家 让利销售
大型焊接机器人厂家 让利销售 瑞凌东升电焊机MFR320铝焊机数字双脉冲气保焊机专业焊薄板铝焊机二保焊机批发
瑞凌东升电焊机MFR320铝焊机数字双脉冲气保焊机专业焊薄板铝焊机二保焊机批发 超能耐磨低氢焊条 焊条焊丝 e4303焊条 102焊条 307焊条
超能耐磨低氢焊条 焊条焊丝 e4303焊条 102焊条 307焊条 金桥焊条金桥焊条福建代理商
金桥焊条金桥焊条福建代理商 ZHB-06 焊接变位机 焊接变位机 河北质量数
ZHB-06 焊接变位机 焊接变位机 河北质量数 鹏昊ph-32钢筋弯弧机弯圆的方法 自动氩弧焊机 自动氩弧焊设备
鹏昊ph-32钢筋弯弧机弯圆的方法 自动氩弧焊机 自动氩弧焊设备








