
6.4.1 操作目的
当接通电源时,如绝对编码器的位置数据与上一次关断电源时的位置数据不同时,会出现报警信息。
以下两种情况会发生故障:
• PG 系统发生异常。
• PG 系统正常,但关闭电源后,机器人本体发生了位移。 .
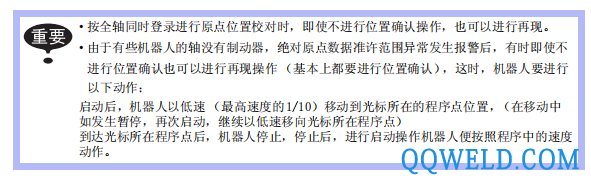
如 PG 系统发生异常,按启动按扭,开始再现时,机器人有向不可预测方向运动的危险性。
为了确保安全,出现绝对原点数据准许范围异常报警后,如不进行位置确认的操作,就不能进行再现及试运行操作。
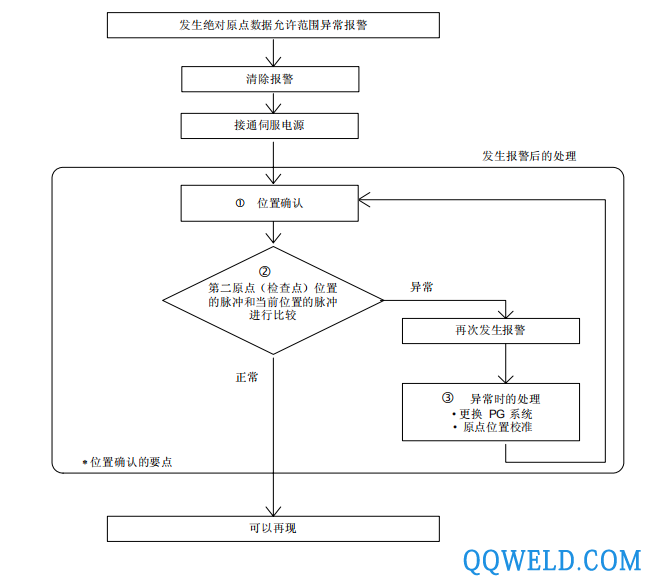
c 原点位置检查
绝对原点数据准许范围异常发生报警后,利用操作轴,可以移动到第二原点位置,进行位置确认操作。如不进行位置确认的操作,就不能进行再现,试运行及前进等操作。
d 脉冲差检查
第二原点位置的脉冲和当前位置的脉冲相比较,如脉冲差在准许范围内,便可以进行再现操作,如超过准许范围,则再次报警。
• 准许范围脉冲,是 PPR 数据 (电机转 1 周脉冲数)。
• 第二原点位置的初始值是原点位置 (全轴在 0 脉冲的位置),但其可以变更,请参照“6.4.2 设定第二原点位置的方法”。
e 报警
再次发生报警时,可认为 PG 系统异常,请检查。处理完异常轴后,恢复到轴的原点位置,再次进行位置确认
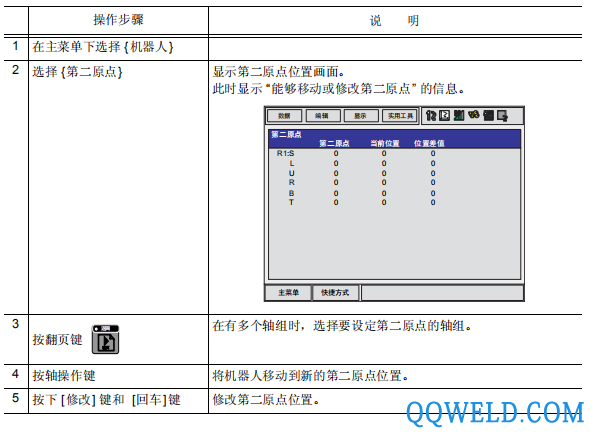
6.4.2 设定第二原点位置的方法 ( 确认点 )
第二原点位置与机器人固有的原点位置不同,它是作为绝对原点数据的检查点而设定的位置,设定第二原点位置按下列操作顺序进行。
一台控制柜控制几台机器人和工装轴时,每台机器人或每台工装轴都必须设定第二原点位置。
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 Ehave
Ehave 全自动焊接流水线
全自动焊接流水线 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 双工位焊接机器人
双工位焊接机器人 上海华东ZX7-250小型家用带数显直流电焊机逆变手工焊机2
上海华东ZX7-250小型家用带数显直流电焊机逆变手工焊机2 哈利斯焊条规格45
哈利斯焊条规格45 越达科技供应焊接滚轮架 滚轮架 轻型耐磨滚轮架批发厂家
越达科技供应焊接滚轮架 滚轮架 轻型耐磨滚轮架批发厂家 500A家用的250A柴油发电电焊机40千瓦400A
500A家用的250A柴油发电电焊机40千瓦400A 柴油拖拉焊 双工位电焊机 长输管道电焊机 半自动电焊机
柴油拖拉焊 双工位电焊机 长输管道电焊机 半自动电焊机 60T双立柱变位机 双立柱双回转变位机 可升降变位机 焊接变位机 上海变位机 变位机厂家 变位机批发 变位机价格
60T双立柱变位机 双立柱双回转变位机 可升降变位机 焊接变位机 上海变位机 变位机厂家 变位机批发 变位机价格 绍兴 ABB 进口焊接机器人 IRB 140TW 打磨机器人
绍兴 ABB 进口焊接机器人 IRB 140TW 打磨机器人








