
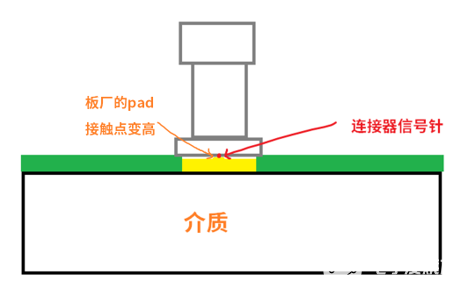
回顾下上篇文章我们的验证过程哈,首先我们已经知道了是由于我们原来的封装不能兼容新连接器的大小,然后由于绿油的存在就把连接器抬高了,导致无法和信号pad充分的接触,最后就变成了开路状态。
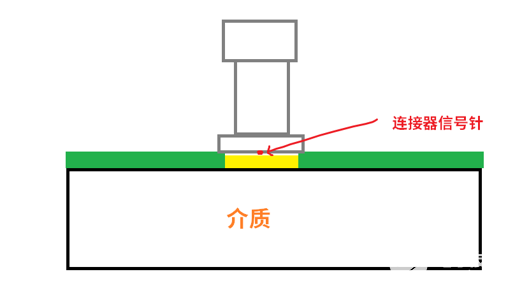
我们采取的方法就是通过把多余的绿油刮掉,使得绿油不抬高同轴连接器,从而形成正常的接触,然后连接器和板上的pad就能够很好的贴合了哈。
有两位网友说了,可以从修正下同轴连接器的角度出发,把超过绿油部分的连接器底座的区域磨掉。恩,这个方法肯定会有作用,磨掉之后就相当于绿油不会抬起连接器了。

方法好是好,就是仅凭高速先生的双手,估计磨到手都废了也不一定磨得出来,另外还有一点上篇文章也说过了,一个这个同轴连接器其实还蛮贵的,高速先生真不太敢哈。。。
那还有没有更实用的方法呢?粉丝们又有好的建议,这些粉丝们的回答就很符合高速先生“节俭”的宗旨了。毕竟同轴连接器是贵的,PCB板就相对便宜很多了。
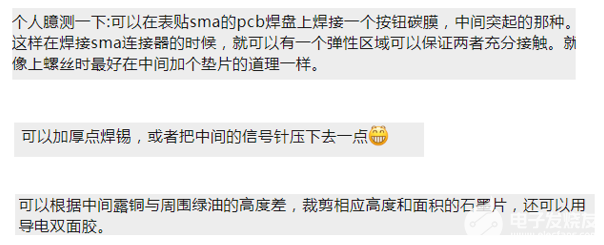
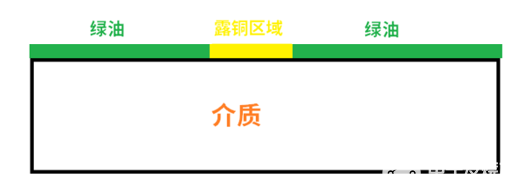
相比于上面和下面的二条,需要用到一些外部的导电物品来协助,高速先生决定采取中间的那条很简单的建议,那就是在板上的信号pad位置用焊锡加厚,以便使它在板上突出一点,刚好来弥补这个高度差,就像下面这个示意图。
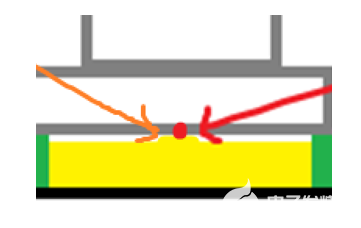
把关键位置放大一点,就是这样子的操作。
说干就干,于是高速先生拿起了熟悉的电烙铁,准备轻轻的往信号pad上面点一下。

本来以为也是一件很轻松的事情,无非就是涂点锡上去吗,我们先用上篇文章刮过的那个焊盘直接试试。
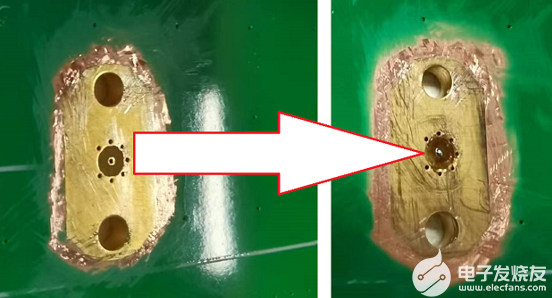
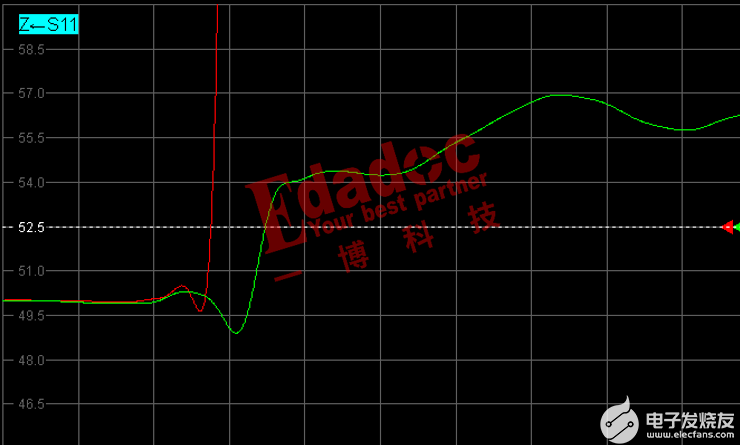
结果我们感觉已经是很轻轻的放一点上去,然而一安装上发现拧紧螺钉,连接器底座的地压根接触不上,应该就像下面这个情况,也就是我们的焊锡加厚啦!!!
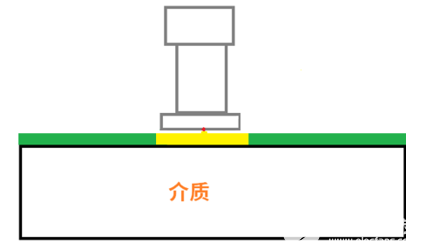
当然这有可能是本身就刮掉了绿油,露铜区域已经和绿油已经平齐了,然后锡加厚了就把连接器的针脚顶高了,导致底盘的地不能和板上的地很好的接触。
于是我们换另外一个没刮过的地方试试,然后很小心的只上一丢丢的锡,就像下面这样。
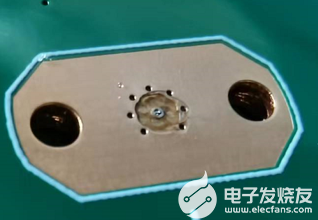
然后小心翼翼的安装好,发现终于能够顺利的连接上了。
最后不由得感慨一下,手工的焊接还是和机器差得老远了,本以为就点下锡那么简单的方法,居然搞得比之前刮焊盘花的时间长多了。。。
问题来了:
大家都有手工焊接的经历吗,分享一下你们的手工焊接的原因和过程?
审核编辑:符乾江
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 全自动焊接流水线
全自动焊接流水线 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 Ehave
Ehave 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上荣SR-S1S35 机器人焊接机|上海超声波机器人焊接厂家|汽车引擎盖板焊接机|上海上荣超音波
上荣SR-S1S35 机器人焊接机|上海超声波机器人焊接厂家|汽车引擎盖板焊接机|上海上荣超音波 河南思科锐激光切割机品牌激光切割机公司
河南思科锐激光切割机品牌激光切割机公司 YDB3040-7米二保焊机空间臂气保焊机操作机吸气罩空间臂多节臂北京浙江宁波福建福州上海山东陕西西安湖北十堰
YDB3040-7米二保焊机空间臂气保焊机操作机吸气罩空间臂多节臂北京浙江宁波福建福州上海山东陕西西安湖北十堰 武汉激光切割机厂家 激光切割机2000w 进口激光切割机 不锈钢激光切割机
武汉激光切割机厂家 激光切割机2000w 进口激光切割机 不锈钢激光切割机 供应狮力多种型号家用水槽台面焊机 洗物盆台面焊机 缝焊机 电焊切割机械设备
供应狮力多种型号家用水槽台面焊机 洗物盆台面焊机 缝焊机 电焊切割机械设备 诺博泰H2H(L)260 H2H(L)500 三轴H2H型变位机 厂家直销 欢迎来电咨询
诺博泰H2H(L)260 H2H(L)500 三轴H2H型变位机 厂家直销 欢迎来电咨询 激光除锈机 手提式激光除锈设备 上海锐族激光
激光除锈机 手提式激光除锈设备 上海锐族激光 焊接机器人TX-821焊接专用工业机器人_TSUTSUMI
焊接机器人TX-821焊接专用工业机器人_TSUTSUMI








