
焊接锅炉、压力容器、压力管道等重要部件、合金钢及厚壁部件。焊前预热的主要功能如下:

(锅炉焊接)
(1)预热可以减缓焊接后的冷却速度,有利于扩散的氢在焊接金属中逸出,并避免氢裂纹。同时,降低了焊缝和热影响区的硬化程度,提高了焊接接头的抗裂性。
(2)预热可以减少焊接应力。均匀的局部预热或整体预热可以减少焊接区域内焊接工件之间的温差(也称为温度梯度)。焊接应力降低,焊接应变速率降低,有利于避免焊接裂纹。
(3)预热可以减少焊接结构的约束,特别是角接。随着预热温度的升高,裂纹的发生率降低。
预热温度和层间温度的选择不仅与钢和焊条的化学成分有关,还与焊接结构的刚度、焊接方法和环境温度有关。此外,预热温度在钢板厚度方向上的均匀性和焊接区域的均匀性对降低焊接应力有重要影响。局部预热的宽度应根据焊接工件的约束程度确定,一般为焊接区域周围壁厚的三倍,且不应小于150-200mm。如果预热不均匀,不仅会降低焊接应力,还会增加焊接应力。
焊后热处理有三个目的:消除氢、消除焊接应力、改善焊缝组织和综合性能。
焊后消氢处理是指焊缝未冷却至100℃以下时的低温热处理。一般加热至200~350℃,持续2-6小时。焊后消氢处理的主要作用是加速氢从焊缝和热影响区逸出,这对防止低合金钢在焊接过程中的焊接裂纹起着重要作用。
在焊接过程中,由于加热和冷却的不均匀性,以及部件本身的约束或外部约束,焊接工作完成后,部件中总会产生焊接应力。构件中焊接应力的存在会降低焊接接头区域的实际承载力,产生塑性变形,严重损坏构件。
应力消除热处理是为了降低焊接工件在高温下的屈服强度,从而缓和焊接应力。常见的方法有两种:一种是整体高温回火,即将焊件放入加热炉中,缓慢加热至一定温度,保持一段时间,最后在空气或炉中冷却。这可以消除80%-90%的焊接应力。另一种方法是局部高温回火,即只加热焊缝及其周围区域,然后缓慢冷却以降低峰值焊接应力,使应力分布相对温和,并部分消除焊接应力。
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 Ehave
Ehave 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 全自动焊接流水线
全自动焊接流水线 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业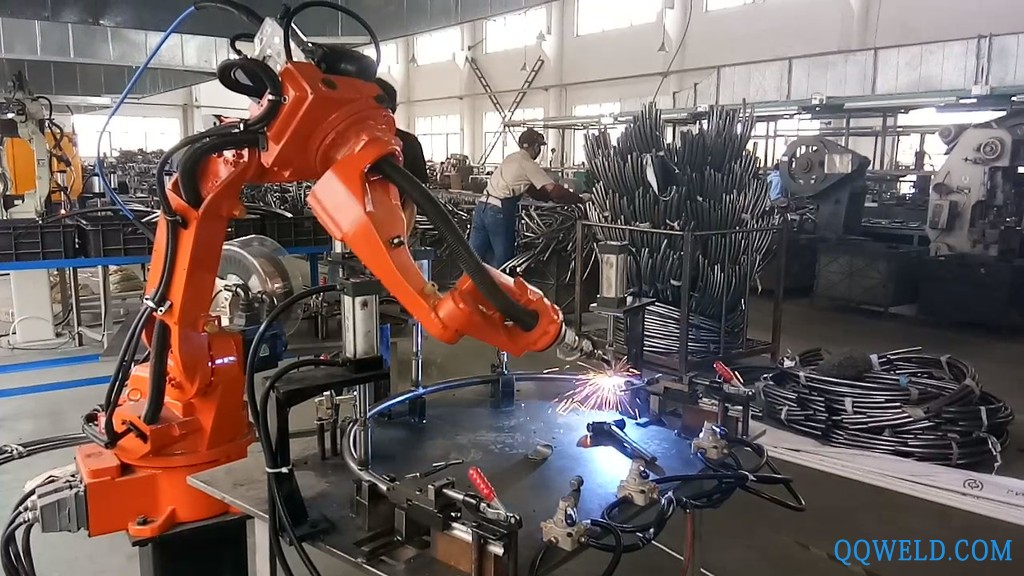 固锐童车焊接 农机零件焊接机器人 焊接机器人价格
固锐童车焊接 农机零件焊接机器人 焊接机器人价格 400柴油发电焊机一体
400柴油发电焊机一体 创力 CANLEE 大包围交互式激光切割机
创力 CANLEE 大包围交互式激光切割机 碳钢焊条¢2.5
碳钢焊条¢2.5 SCu6800镍黄铜焊丝流动性较好良好的焊缝
SCu6800镍黄铜焊丝流动性较好良好的焊缝 SAVEST全钢气瓶柜厂 带报警双瓶气瓶柜定制商 上海晋名
SAVEST全钢气瓶柜厂 带报警双瓶气瓶柜定制商 上海晋名 sp预应力空心板的工作流程
sp预应力空心板的工作流程 厂家 镭射激光切割机/木板激光切割机(新华跃激光)
厂家 镭射激光切割机/木板激光切割机(新华跃激光)








