
战争与对抗一直以来都是技术的温床和催化剂。1960年代的美苏太空竞争,其中的700多项技术成果现在应用于人们的日常生活,包括但不限于:激光血管造影术、新一代心脏起搏器、红外线温度计、热感应视频(不需要手术就可以确定人体内的病变情况)、血液分析仪、灭火系统、紫外线对人类所造成伤害的评估、激光、卫星照片、天气监测体系、抗腐蚀涂层和材料、太阳能的应用、无线装置、水过滤装置、虚拟显示系统和便携式电脑。而1970年代由于中东战争导致世界油价飞涨,人们开始大力研究核能应用。这一时期同样催生了一大批技术,许多当时的高精尖技术现在已经应用于民用制造,电磁脉冲焊接就是其中之一。
电磁脉冲焊接工艺是在1960年代末和1970年代初开发的,用于核能应用。当时,库尔恰托夫核物理研究所的俄罗斯科学家发明了这种技术,最初目的是为了焊接核燃料棒两端接口。
和传统焊接不同,这项技术的最大不同就是没有加热过程,可以称为“冷焊”。它是利用高压电磁力在瞬间产生的撞击,使两焊件焊合。
那么这项技术有哪些优点?
首先,电磁脉冲焊接对操作人员非常友好,因为它是真正的无热量输入,许多其它焊接过程导致的火光飞溅,浓烟滚滚,各种污染它都一概没有。另外,由于整个过程不产生热,也就不会改变任何材料的物理性能。第三个优点是焊接过程非常快,在瞬时完成,远小于1秒(大概是30~100μs之间)。最后,它能够焊接不同的材料,而且产生的焊缝是真正的固态结合。
在实际应用上,电磁脉冲焊接的效果和钎焊类似,但它比钎焊更好,相比于钎焊,它不需要填充剂,而且具有更高的可重复性。
由于节拍很快,现在各种制造业特别是大批量生产的类型都在使用电磁脉冲焊接。在汽车业,,该技术之所以吸引我们,是因为它能够在很短的时间内将不同的材料接合在一起,例如铝与钢。事实上,由于轻量化的要求,许多研究机构都在探索铝钢的结合方法,铆接是其中比较受欢迎的一种,现在电磁脉冲焊接成为一个新选择。
典型的电磁脉冲焊接系统包含一组脉冲储能电容器,高压间隙放电开关系统和线圈。将待焊零件插入线圈,对脉冲储能电容器组充电,并接通高压间隙放电开关。当电流施加到线圈时,会产生磁场,于是待焊外部零件高速撞击向内部零件,完成焊接。
在这一整个过程中,存储在电容器组中的能量转移到线圈中,从而将电能转换为磁能。磁能形成磁场,从而在零件中产生涡流。材料的电导率越高,系统效率越高。涡流与线圈中的磁场相对,并产生排斥力。从而使待焊件以极高的速度撞击在一起,并产生一种爆炸性或冲击性的焊缝。这里,有一点需要注意,如果待焊件剖面不是封闭的,那么涡流将无法产生循环并产生相反的磁场。
可以看得出来,在这一过程中,线圈的作用非常重要,它必须能够承受非常大的驱动力或冲力。
当铝管受到磁场作用时,它会收到非常大的力向内塌陷,并将其自身焊接到固定部件上,零件焊接方向由机床控制。
电磁脉冲焊接的过程其实非常类似于尝试将两个永磁体固定在一起。两个同极靠拢时会互相排斥,电磁脉冲焊接的基本原理与之相同。
要焊接的零件与外部零件同轴,而外部零件是良好的导电体,两个部分都放在一个线圈中。电流释放到线圈中,产生两个磁场。线圈产生的两个磁场中的较强者会膨胀,无法穿透另一个磁场,因此会产生使零件运动的压力。这与将两个磁铁固定在一起时发生的现象相同,只是磁场强度更大,外部零件会以大于每秒300米的速度加速。
这整个过程也非常像打棒球。球棒是大磁场,球是待焊零件。球棒击中球并使球飞行。当零件以足够的速度击中内件并且所有其他条件都正确时,就会形成固态焊缝。和打棒球最大的不同在于,这里所有工作的时间单位是微秒。
那么哪些材料比较适合于电磁脉冲焊呢?
首先,对冶金学不相容或对加热敏感的材料,电磁脉冲焊是它们的理想选择,因为这种焊接工艺不会形成熔融区域。
材料的导电性,延展性和强度也是重要的评判标准。基于此,电磁脉冲焊接可以接合大多数金属,但最适用的还是铜和铝等导电良好,延展性好,强度也不弱的金属。使用脉冲磁场将铝零件焊接到钢,将铝零件焊接到铝,将铜零件焊接到钢以及将不锈钢零件焊接到不锈钢,已经得到大量验证是可行的。而塑料由于其不导电性,暂时还没有塑料之间的连接使用过电磁脉冲焊,但是钢与塑料的之间在理论上是可能的。
在用途方面,电磁脉冲焊接将是电子元器件,汽车行业和航空航天应用的理想选择。特别是在汽车上的潜在应用,包括空调管,燃油管线,管状空间框架,支柱,减震器,燃油滤清器,管状座椅部件,驱动轴和电气连接等等。
一台由电磁脉冲焊接完成的白车身
比如美国的达纳公司(DanaCorp.)在电磁脉冲焊接的实验已有数年。达纳使用该技术将钢和铝部件连接在一起,从而生产出创新性的更轻,更高效的传动轴,结果显示,这种连接的性能优于传统的MIG焊接和其他冶金连接工艺。
现在这项技术的唯一问题是,暂时全世界还没有任何实际已安装电磁脉冲焊接设备并将其用于大批量生产的实例,现有的生产都还是实验室性质,或是小批量的。这项技术是否能支持大规模批量生产,还没有得到证实。另外,电磁脉冲技术在很多国家都受到重视,近年来大量关于电磁脉冲焊接的研究也都集中在国外,目前国内仅有部分高校院所在做相关研究,所以说我国更加远并未进入市场化应用,这一方面的研究还任重道远。
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 Ehave
Ehave 全自动焊接流水线
全自动焊接流水线 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 进口发那科焊接机器人FANUC- M-10IAM-10IA
进口发那科焊接机器人FANUC- M-10IAM-10IA 润信焊接机器人 自动焊接机器人 工业机器人 焊机机器人 关节机器人 自动化焊接
润信焊接机器人 自动焊接机器人 工业机器人 焊机机器人 关节机器人 自动化焊接 览众环缝焊自动氩弧焊机
览众环缝焊自动氩弧焊机 瑞凌东升LWS-220 氩弧焊改冷焊机模具修补机 仿激光焊机
瑞凌东升LWS-220 氩弧焊改冷焊机模具修补机 仿激光焊机 焊机 氩弧焊 直流焊 焊钳 面罩 手提小型家用 户外焊机 好
焊机 氩弧焊 直流焊 焊钳 面罩 手提小型家用 户外焊机 好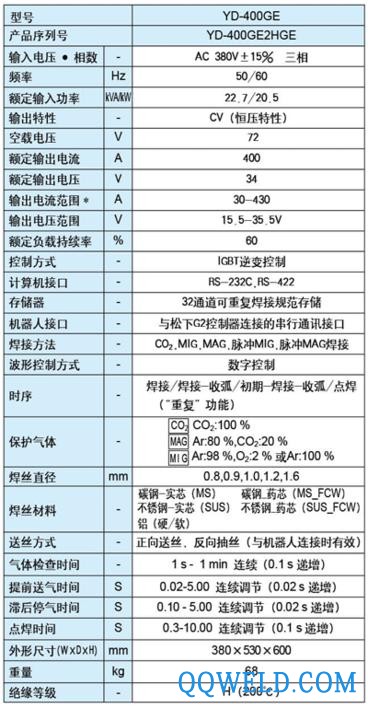 松下气保焊机.松下气保焊机配件.松下气保焊机操作视频YD-4
松下气保焊机.松下气保焊机配件.松下气保焊机操作视频YD-4 可塑型有机防火堵料厂家 国标柔性有机防火泥价格
可塑型有机防火堵料厂家 国标柔性有机防火泥价格 郴州市 库卡焊接机器人 维护保养 二手工业机器人
郴州市 库卡焊接机器人 维护保养 二手工业机器人








