
6.4.1 操作目的
绝对值编码器的绝对值回转量数据在电源断开和电源接通时不同,在
控制电源投入后,会作为警报而发出警告。
以下两种情况,会发出警报。
• PG 系统异常时
• PG 系统正常,但电源断开后,机器人仍会运动。
PG系统异常时,按下重启,开始再现时,机器人可能会有向意外方向运
动的危险。
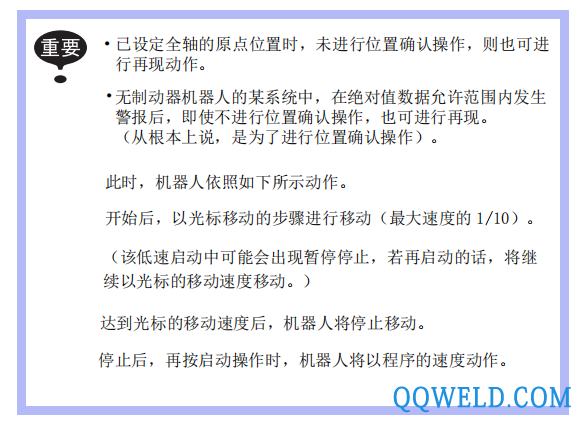
因此,为了确保更高的安全性,在发生绝对值数据允许范围内的异常警
报时,若不进行位置确认操作,则不能进行再现或试运行操作。
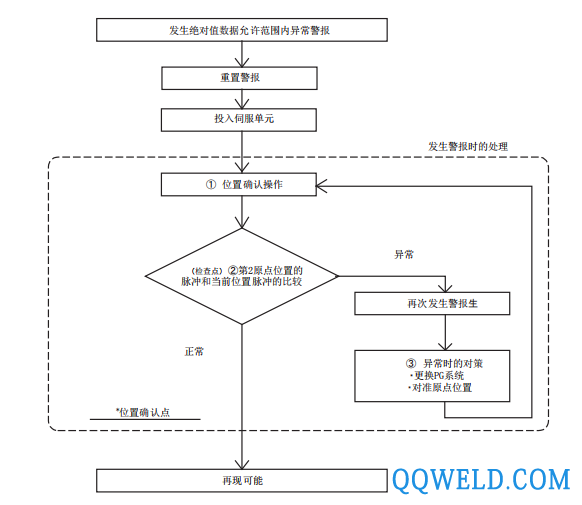
图中①~③的说明
①绝对值允许范围发生异常警报时,通过轴操作移动到第2位置,进行
位置确认。若不进行位置确认,则再现、试运作不可进行。
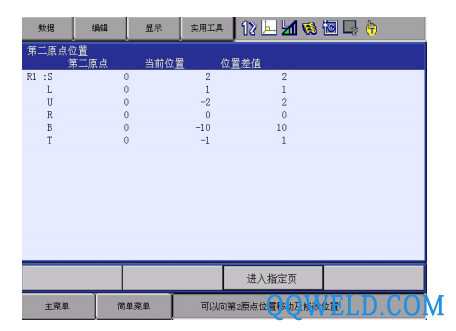
②比较第2原点的脉冲值和当前位置的脉冲值,若其脉冲值差在允许范
围内,则进入再现状态。若超过允许范围,则会再次发生警报。
• 允许范围内的脉冲值是PPR数据(马达运转一圈的脉冲值)。
• 第2原点位置的初始值是原点位置(全轴是0脉冲值)时,但可更改。
参照“6.4.2 第 2 原点位置(检查要点)的设定方法
③再次发生警报时,检查PG系统是否有异常。
处理完异常轴后,请再次确认该轴的原点位置。
6.4.2 第2原点位置(检查点)的设定方法
与机器人固有的原点位置不同,将绝对值数据的检查点作为设定位置,
将此称之为第2原点位置。
根据以下操作设定第2原点位置。
当1台控制柜控制多台机器人和工装时,都需分别对每台机器人和每
台工装设定第二原点位置。
1. 选择主菜单的【机器人】
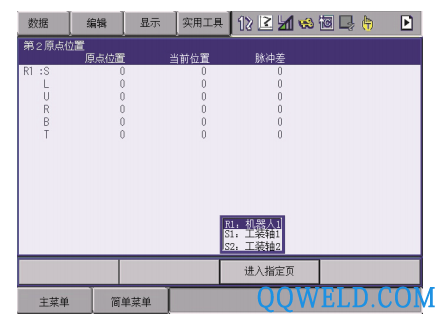
2. 选择【第2原点】
–显示第2原点位置画面。
此时显示“可向第2原点位置移动和进行位置更改”的信息。
3. 按下[翻页]或选择【进入指定页】
–有多个控制轴组时,选择设定第2原点的控制轴组。
4. 按下[轴操作键]
–移动机器人到新的第2原点位置。
5. 按下[更改]、[回车]
–第2原点位置更改完成。
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 全自动焊接流水线
全自动焊接流水线 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 Ehave
Ehave 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 供应 SANYON GKR 5 焊接机器人
供应 SANYON GKR 5 焊接机器人 云南移动式250A柴油发电电焊机
云南移动式250A柴油发电电焊机 山东奥太焊机重庆总代理奥太直流焊机气保焊机
山东奥太焊机重庆总代理奥太直流焊机气保焊机 富士龙大型锯骨机厂家直销
富士龙大型锯骨机厂家直销 中旺MOTOMAN-750A 机器人自动焊接 全自动焊接机器人 焊接机械手直销
中旺MOTOMAN-750A 机器人自动焊接 全自动焊接机器人 焊接机械手直销 瑞凌东升直流电焊机 逆变电焊机 电焊机厂家 矿用电焊机 焊机
瑞凌东升直流电焊机 逆变电焊机 电焊机厂家 矿用电焊机 焊机 供应OTC FD 系列OTC 焊接机器人
供应OTC FD 系列OTC 焊接机器人 600A柴油发电电焊机 发电电焊机那家好
600A柴油发电电焊机 发电电焊机那家好








