
夹具的制造公差,根据夹具元件的功用及装配要求不同可将夹具元件分为四类:
1、第一类是直接与工件接触,并严格确定工件的位置和形状的,主要包括接头定位件、V形块、定位销等定位元件。
2、第二类是各种导向件,此类元件虽不与定位工件直接接触,但它确定第一类元件的位置。
3、第三类属于夹具内部结构零件相互配合的夹具元件,如夹紧装置各组成零件之间的配合尺寸公差。
4、第四类是不影响工件位置,也不与其它元件相配合,如夹具的主体骨架等。
夹具结构工艺性
1、对夹具良好工艺性的基本要求
1)整体夹具结构的组成,应尽量采用各种标准件和通用件,制造专用件的比例应尽量少,减少制造劳动量和降低费用。
2)各种专用零件和部件结构形状应容易制造和测量,装配和调试方便。
3)便于夹具的维护和修理。
2、合理选择装配基准
1)装配基准应该是夹具上一个独立的基准表面或线,其它元件的位置只对此表面或线进行调整和修配。
2)装配基准一经加工完毕,其位置和尺寸就不应再变动。因此,那些在装配过程中自身的位置和尺寸尚须调整或修配的表面或线不能作为装配基准。
3、结构的可调性
经常采用的是依靠螺栓紧固、销钉定位的方式,调整和装配夹具时,可对某一元件尺寸较方便地修磨。还可采用在元件与部件之间设置调整垫圈、调整垫片或调整套等来控制装配尺寸,补偿其它元件的误差,提高夹具精度。
4、维修工艺性
进行夹具设计时,应考虑到维修方便的问题。
机器人焊接工装夹具与普通焊接夹具区别
在焊接过程中,各种工装夹具必不可少,特别是各种产品不同需要的工装夹具也不同,因此,焊接工程师要懂得应用和设计工装,才能使焊接工艺达到最佳水平。
1、对零件的定位精度要求更高,焊缝相对位置精度较高,应≤1mm。
2、由于焊件一般由多个简单零件组焊而成,而这些零件的装配和定位焊,在焊接工装夹具上是按顺序进行的,因此,它们的定位和夹紧是一个个单独进行的。
3、机器人焊接工装夹具前后工序的定位须一致。
4、由于变位机的变位角度较大,机器人焊接工装夹具尽量避免使用活动手动插销。
5、机器人焊接_工装夹具应尽量采用快速压紧件,且需配置带孔平台,以便将压紧快速装夹压紧。
6、与普通焊接夹具不同,机器人焊接工装夹具除正面可以施焊外,其侧面也能够对工件进行焊接,可以无限延伸。
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 全自动焊接流水线
全自动焊接流水线 Ehave
Ehave 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业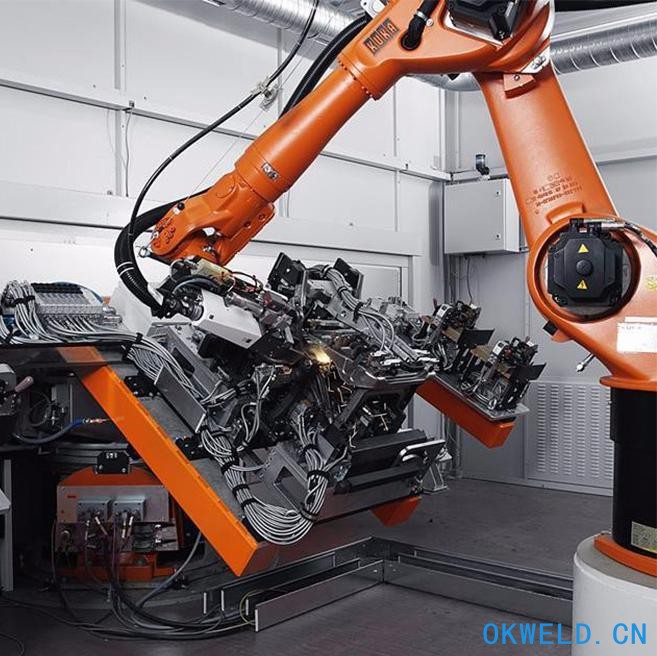 爱国不锈钢焊接机器人 焊接机器人生产厂家 性能稳定
爱国不锈钢焊接机器人 焊接机器人生产厂家 性能稳定 供应青岛铭信德管法兰焊接专用焊接变位机
供应青岛铭信德管法兰焊接专用焊接变位机 滚轮架厂家 滚轮架批发
滚轮架厂家 滚轮架批发 焊接机器人 教学机械臂 科研 展示 写字
焊接机器人 教学机械臂 科研 展示 写字 硬齿面减速机的加油标准
硬齿面减速机的加油标准 大泽动力TOTO300A汽油电焊机便携式发电电焊机
大泽动力TOTO300A汽油电焊机便携式发电电焊机 供应博塔 焊接机器人 滚轮架
供应博塔 焊接机器人 滚轮架 H1440系列氩弧焊机全自动氩弧焊机
H1440系列氩弧焊机全自动氩弧焊机








