
4 更换部件前的准备

部件更换时,请按以下步骤进行。

原点位置校准是指将机器人位置与绝对编码器位置进行对照的操作。
原点位置校准是在出厂时进行的,如发生原点位置偏移需再次进行原点位
置校准。
在更换部件前需要制作确认有无位置偏移的程序。
再次进行原点位置校准时,可利用此程序对原点位置数据进行修正。
特别在下列情况时,必须利用程序再次进行原点位置校准。
请务必按照 【4.1 “确认程序的建立 4-3”】进行操作。
• 改变机器人和控制柜 (DX100)的组合时。
• 更换电机、绝对编码器时。
• 内存被删除时 (换 NCP01 基板、电池耗尽时)
• 机器人碰撞工件,原点偏移时
4.1 确认程序的建立
为了防止位置偏移,需要建立一个示教好的程序。(确认点用的程序)
确认点用程序需示教一点为确认点的位置,并在该位置的接近点再示教一
点。

 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 全自动焊接流水线
全自动焊接流水线 Ehave
Ehave 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业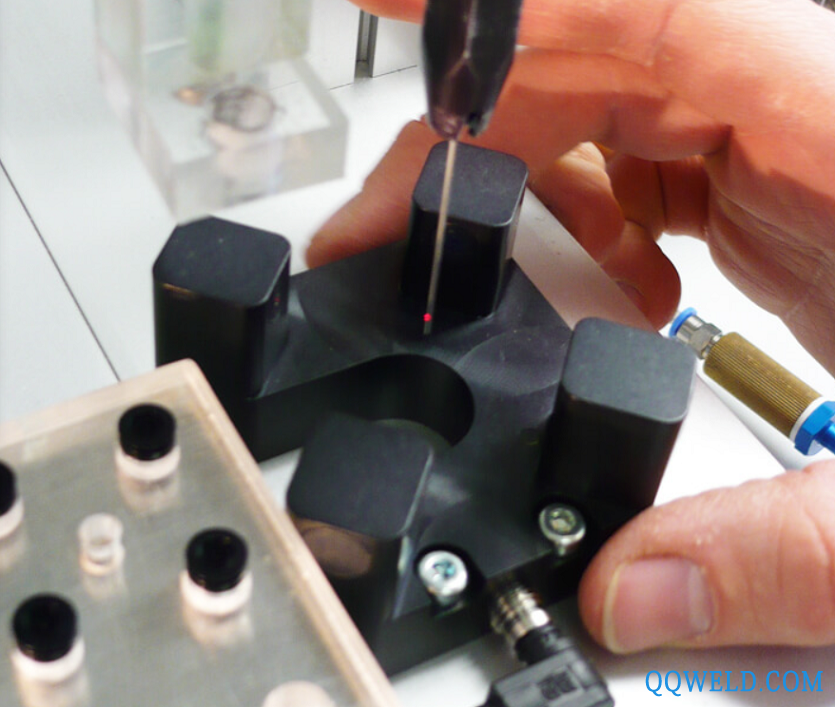 机器人TCP自动校准系统
机器人TCP自动校准系统 七羽R427耐热钢焊条耐热钢焊条电厂专用焊条
七羽R427耐热钢焊条耐热钢焊条电厂专用焊条 供应辉腾ZHB-02焊接变位机
供应辉腾ZHB-02焊接变位机 青海格尔木焊机家用小型晶闸管脉冲弧焊机YC-300WP5水槽台面焊机螺柱焊机M2-M10具体有哪些
青海格尔木焊机家用小型晶闸管脉冲弧焊机YC-300WP5水槽台面焊机螺柱焊机M2-M10具体有哪些 焊接机器人 管道自动焊接 览众MIG350便携式机器人
焊接机器人 管道自动焊接 览众MIG350便携式机器人 A202不锈钢焊条 E318-16焊条 白钢焊条批发
A202不锈钢焊条 E318-16焊条 白钢焊条批发 2024深圳国际医疗器械展览会12月18日隆重举办
2024深圳国际医疗器械展览会12月18日隆重举办 供应保温夹套放料阀厂家批发价格
供应保温夹套放料阀厂家批发价格








