
【川崎】川崎机器人PROFINET 总线通信图文教程(上)
第三章 更改新增模块的起始地址
特别说明:PLC 本身已经占用很多地址,如果从站较多可以将 PLC 不需要的模块 地址更改为靠后的地址
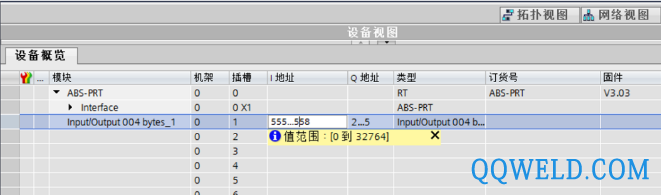
1.如果提示地址占用我们可以将主 PLC 的地址更改为高位地址,方法与 2.3 部分方法相同


2.通过上面介绍的方法可以添加多个 PROFINET 从站,如下图效果
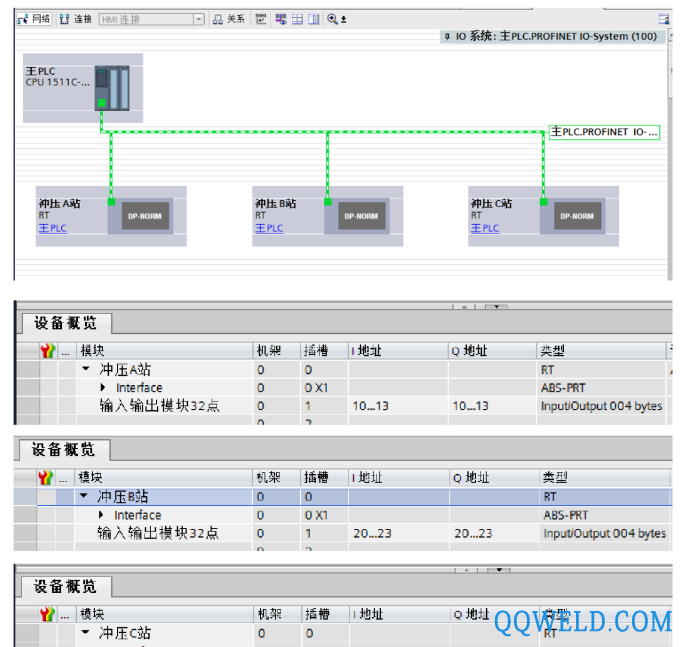
3.更改从站配置参数,模块添加完成后,我们需要对每个模块的 IP 地址,设备名,设备编号进行更 改,并且不允许重复
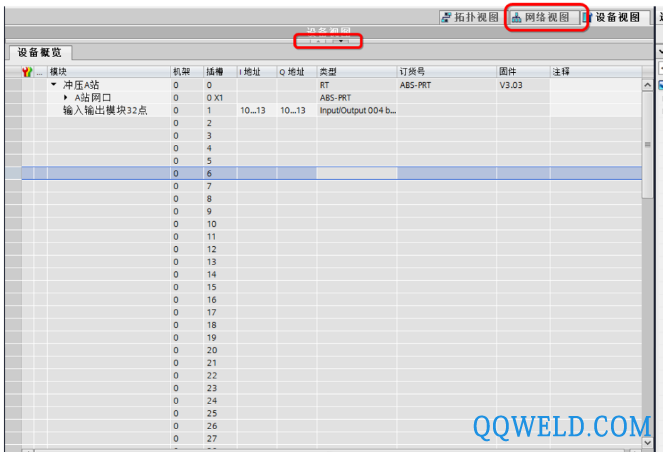
通过上面的红色标记,打开对应从站的配置列表
4.更改 IP 地址配置参数,设备名,设备编号
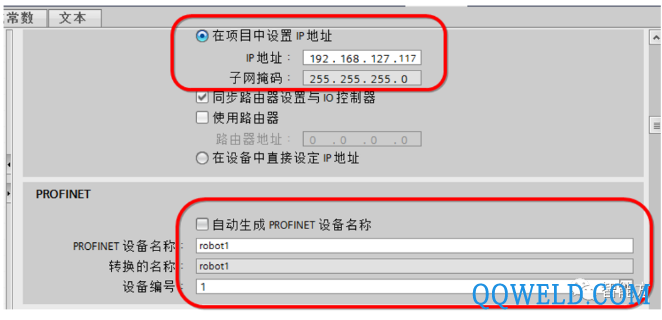
比如主 PLC 的 IP 地址为192.168.127.114
那么从站配置参数依次为:
192.168.127.117;robot1;1
192.168.127.118;robot2;2
192.168.127.119;robot3;3
5.将编译好的工程下载到 PLC 中(内容省略)
第四章 机器人总线配置
总线功能的开启
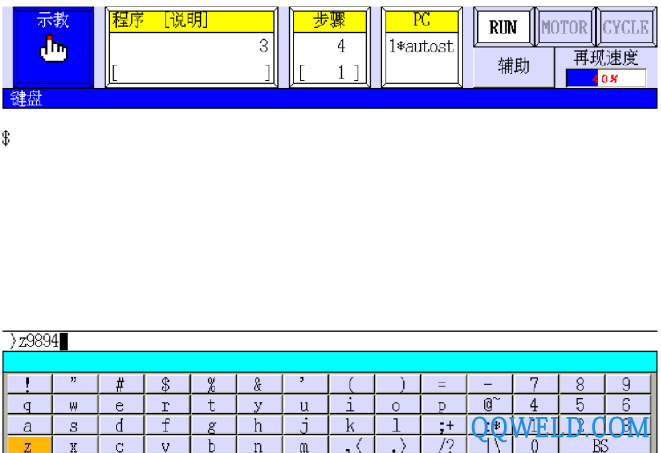
1.机器人开机,打开键盘页

2. 输入指令 z9894,并回车确认
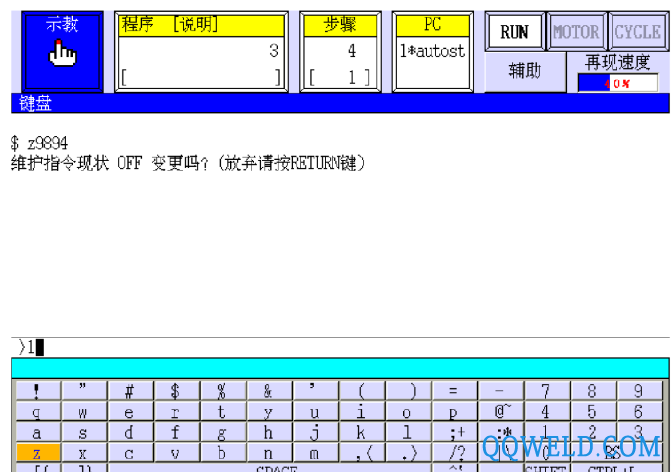
3.提示维护指令 OFF 输入 1,并回车确认
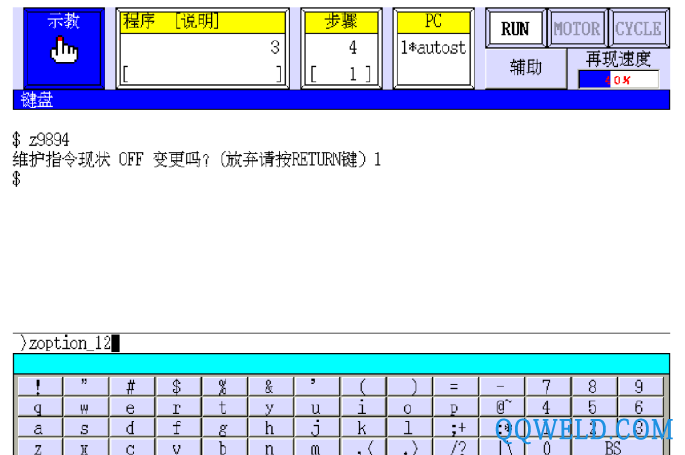
4.输入 zoption_12,回车键确认(两次)
5.当出现通用现场总线 IO 时,输入 1,回车确认(如果现状为 0FF)
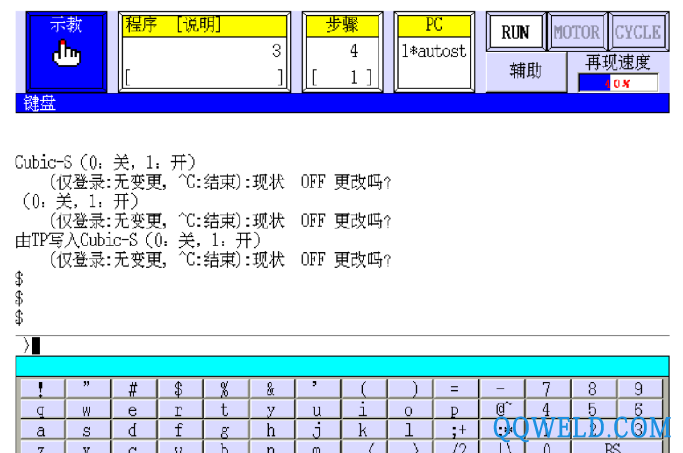
6.会提示参数已更改,不用理会,点击关闭按钮
7. 继续按回车键,直到出现$符号,R 键关闭键盘窗口
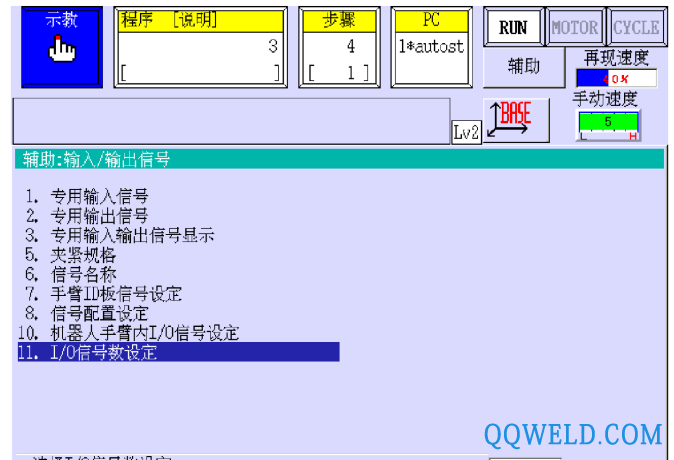
8.PROFINET 信号的配置,进入 I/O 信号数设定(R 代码 611)
9. 将从信号数改为 32(具体以 PLC 侧配置对应的 IO 数为准),登陆键确认
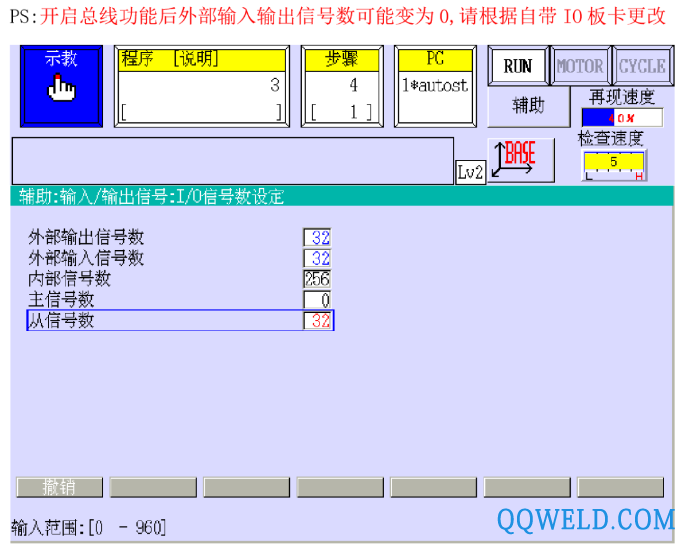
如果提示出错不必理会,直接关闭即可。
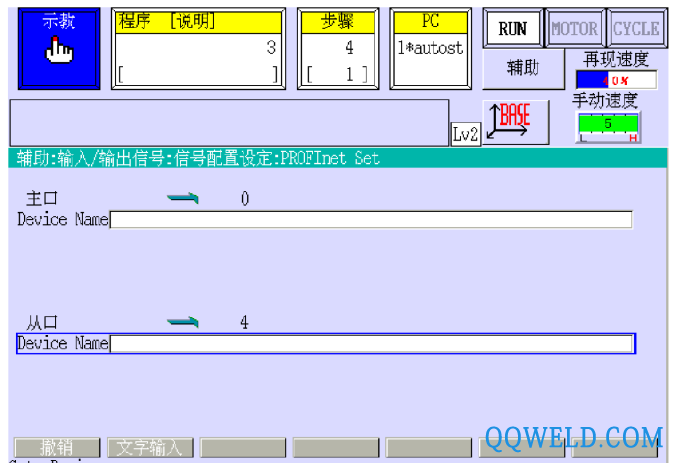
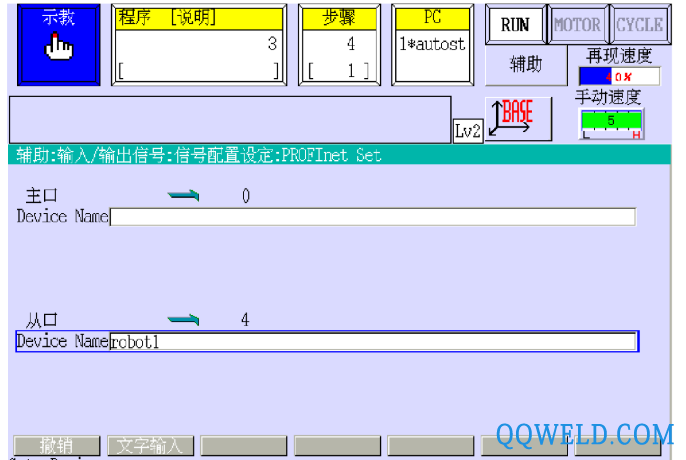
10.进入 PROFInet Set(R 代码 60807)
11.选择从口,然后点击文字输入
12.输入上面我们在 2.4.2 中设定的 PROFINET 设备名称(回车键确认)

13.登陆键确认,显示设定完毕,退出此界面
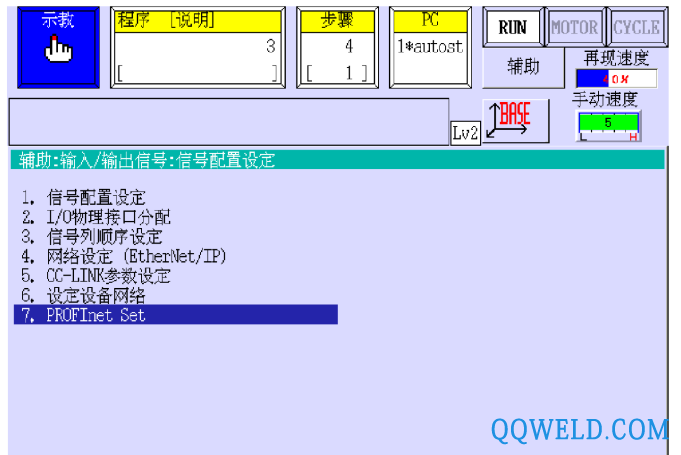
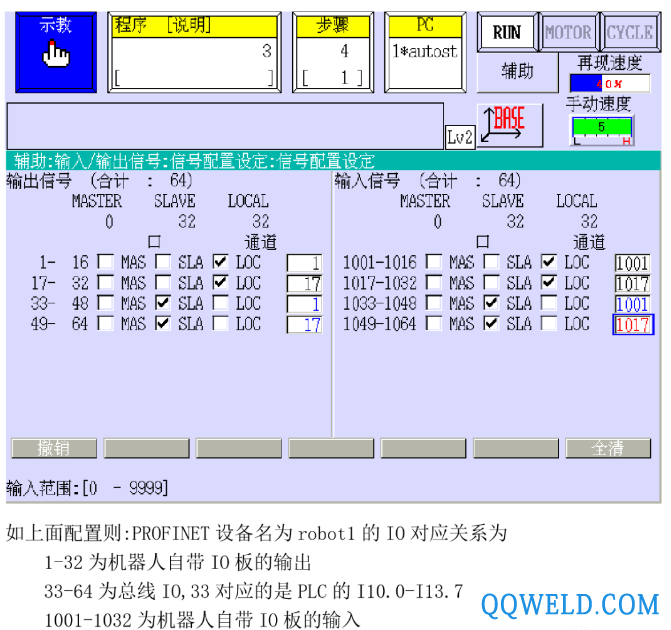
14.进入信号配置设置(R 代码 60801),根据需要配置信号,登陆键确认
1.LOC 指的是本地站(机器人自带的 IO 板)
2.SLA 指的是从站(我们新增的总线板卡)
3.通道指的是 IO 的起始地址(低位到高位顺序)
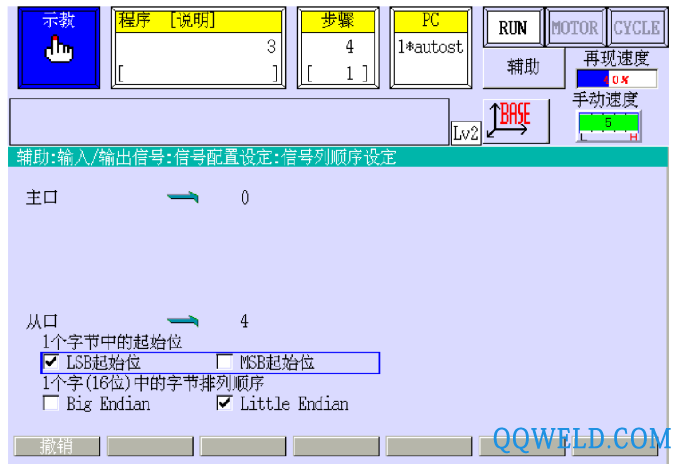
15.检查信号列顺序设定,此配置影响 IO 对应顺序,非必要无需修改(保持默认即可)
16.检查 I/O 物理接口分配
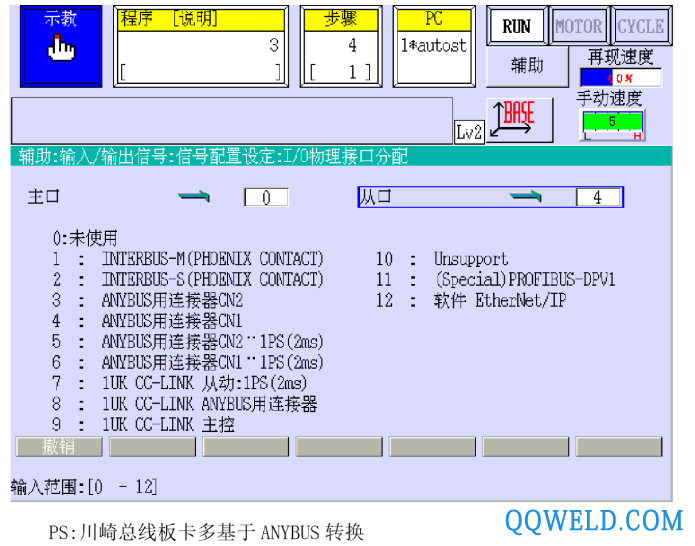
全部参数确认无误后,关机重启机器人。
第四章 操作要点
1.PROFINET 网络上设备名称禁止重复!
2.TIA Portal 侧从站 IP 地址必须与主 PLC 的 IP 在同一网段且不得重复
3.TIA Portal 侧与机器人侧的设备名称设置必须一致
全部完成后 TIA Portal 切换到在线状态,检查是否有错误,机器人控制器侧总线板卡两个绿灯常亮,一个绿灯闪烁。
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 Ehave
Ehave 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 全自动焊接流水线
全自动焊接流水线 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 逆变直流220v 家用 电焊机 中坚焊机直销ZX7-200A
逆变直流220v 家用 电焊机 中坚焊机直销ZX7-200A 越达 焊接机器人 搬运机器人 冲压机器人 可定制机器人
越达 焊接机器人 搬运机器人 冲压机器人 可定制机器人 LINDAOE焊接机器人
LINDAOE焊接机器人 CO2激光切割机 激光切割机价格 激光切割机厂家 金属激光切割机
CO2激光切割机 激光切割机价格 激光切割机厂家 金属激光切割机 电焊机
电焊机 直流电焊机,直流电焊机介绍,直流电焊机型号齐全
直流电焊机,直流电焊机介绍,直流电焊机型号齐全 杰伟浩**出售转让15出售3吨变位机4x4焊接十字架全新未拆封
杰伟浩**出售转让15出售3吨变位机4x4焊接十字架全新未拆封 S212磷青铜焊丝SCu5180铜焊丝
S212磷青铜焊丝SCu5180铜焊丝








