
1.1助焊剂的定义
助焊剂是指能够去除PCB表面、焊料本身的氧化物或表面其他污染,湿润被焊接的金属表面,同时在焊接时保护金属表面不被再次氧化,减少熔融焊料的表面张力,促进焊料扩展与流动的化学物质。
1.2助焊剂的作用
辅助热传递、去除氧化物、降低表面张力及防止再氧化。
1.3助焊剂的组成
1.3.1活化剂
作用:清洁焊接表面,降低表面张力的作用。
1.3.2扩散剂
作用:调节锡膏的粘度及印刷性能,以防止出现脱尾、粘连等现象。
1.3.3保护剂
作用:加大锡膏的粘附性,防止焊点再度氧化。
1.3.4溶剂
(通常是酮类、醇类及酯类的混合物)
作用:在锡膏搅拌过程中起调节均匀的作用。
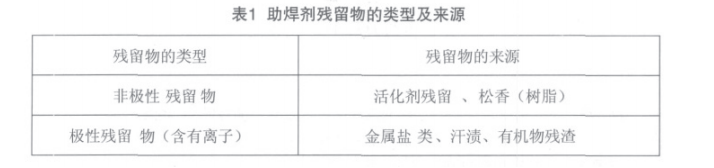
2.助焊剂残留物的类型及来源
2.1助焊剂残留物的定义
助焊剂残留物指的是焊接后不挥发成份、残留的活性成份以及生成的金属盐类。
2.2助焊剂残留物的种类
PCB焊接后残留物的产生与焊接过程中使用的助焊剂类型有密切的关系,从使用的助焊剂类型来看常见的残留物主要分为以下两类。
2.2.1松香焊剂的残留物
主要是由聚合松香、未反应的活化剂以及焊接时松香与熔融的焊料之间反应生成的盐等组成。
这些物质在吸潮后体积膨胀,部分物质还与水发生水合反应。这些呈白色或褐色的残留物吸附在PCB上,清除异常困难。
2.2.2有机酸焊剂残留物
如目前广泛使用的免洗助焊剂,其主要由多种有机酸组成,也包含一些在高温下可以产生卤素离子的化合物。
这类残留物最难除去的是有机酸与焊料形成的盐类,它们有较强的吸附性能且溶解性较差。
3.助焊剂残留物的形成过程
以目前广泛使用的免洗助焊剂为例,其活化成份主要是脂肪二元酸及羧酸类的衍生物。影响羧酸酸性强弱的因素有分子结构、溶剂和温度等。
3.1分子结构
二元羧酸分子中有两个羧基(-COOH),羧基是吸电子基,具有强的吸电子诱导效应,使其可以电离出两个H+。而取代羧酸中的羟基酸因为分子中含有羟基(-OH)和羧基两种官能团,表现出羧基和羧基的两重性质。相比羧基,羟基是更强的吸电子基,使羧基的离解度增加,这样羟基酸的酸性比母体羧酸更强,从而助焊性能也会大大提高。
3.2溶剂
常温下二元羧酸主要以分子H2R的形式存在于溶剂中,酸性较弱,腐蚀性较小,但在焊接的温度下,随着溶剂的不断挥发,其助焊剂中的浓度变大,酸中大量的H+被电离出来,酸性变强,此时H+便和焊料及PCB的金属表面的氧化膜发生反应,形成有机酸盐。
3.3温度
在焊接过程中,助焊剂的活性不仅取决于活化剂本身的分析结构,还与活化剂的沸点及热稳定性有密切关系。
3.3.1分解温度
助焊剂中的活化剂通常是由分解温度不同的多种酸组成的复合型活化剂,这样能够保证助焊剂在不同温度下的活性。
分解温度低的活化剂可使得焊后残留物少、腐蚀小。而分解温度高的活化剂若在预热、焊接过程中受热不充分时将难以完全分解,这样将会有残留物留于PCBA上。
3.3.2溶剂沸点
助焊剂中的溶剂通常也是由多种不同沸点的醇醚类物质所组成的,但高沸点的助溶剂含量不能过多,否则会造成溶剂挥发速度变慢,在PCB经过预热区后,仍会有大量高沸点助溶剂残留在PCB上,在随后进入焊接区时,同样会有一些难以发生分解而作为残留物留在PCBA上。
4.助焊剂残留物的相关案例
4.1
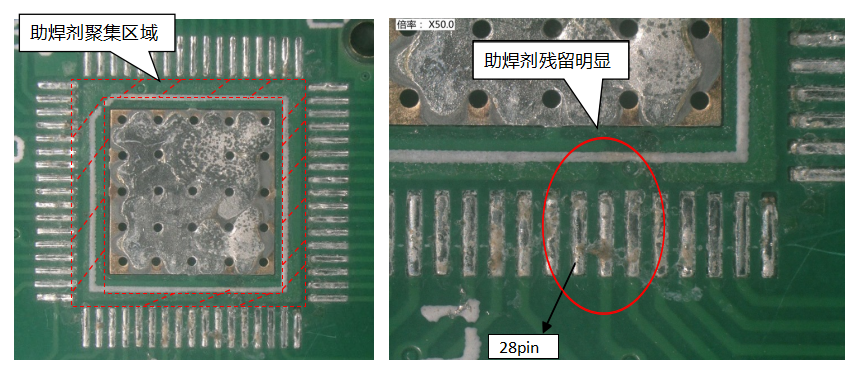
此案例中,在PCB设计方面,由于绿油堵孔及引脚位置的特殊结构,容易造成助焊剂聚集残留。其中,残留助焊剂主要成分为松香(酸),该物质在吸湿后会降低表面电阻或阻抗,导致漏电。
4.2

此案例中,PCB阻抗降低的原因为排线插座DIP焊接时,残留的助焊剂过多,形成连片状态。
助焊剂残留物在吸湿状态下,会释放活化剂,当端子之间存在电势差时,就会产生漏电,严重则会短路,甚至会发生腐蚀现象。
4.3
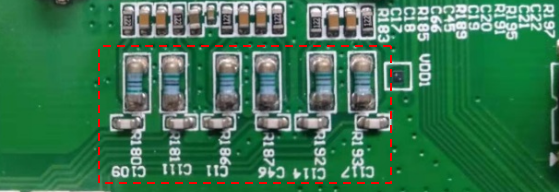
此案例中,PCB板上残留的助焊剂较多,部分区域未清洗。经清洗、烘烤及加湿实验验证,再结合PCBA有吸湿的因素,发现与电阻有关联的电路或板面阻抗降低。
5.助焊剂残留物对PCB的影响
残留物除对PCB的外观影响外,更重要的是造成功能失效。
5.1残留物对PCB的腐蚀
残留物不仅会缓慢地腐蚀PCB裸露的金属区,对PCB的阻焊层也会造成一定的破坏,特别是PCBA放置或使用一段时间吸潮后,腐蚀会表现得尤为严重。
5.2残留物对电化学迁移的影响
通过实验研究表明:助焊剂残留物的存在将大幅增加电迁移的发生机率。
5.3 Q&A
Q:电迁移是什么?
A:电迁移又称电化学迁移。
电化学迁移现象指的是在PCBA组装为整机使用一段时间后,特别是在湿热环境下,如果PCB表面有离子存在,离子会发生定向迁移,最后形成电流通道,进而造成绝缘性能下降。其中,若使用含银的焊料,在银腐蚀为银离子后,电迁移更容易发生。
Q:残留物的类型不同对PCB的影响程度及方式是否一样?
A:不一样。
非离子型残留物主要会引起接触电阻增大,甚至造成开路;而离子型残留物除了引起绝缘性能下降外,还会引起PCB的腐蚀,最终使整个PCB失效。
6.助焊剂残留物的可靠性评判方法
从可靠性评判方面来说,目前最常用的评判助焊剂残留物的方法是表面绝缘电阻测试和电化学迁移测试。
依据IPCJ-STD-004B《助焊剂要求》的规定,焊接后的PCBA在经过表面绝缘电阻测试(85℃,相对湿度85%,168H)后,所有测试图形的绝缘电阻都必须大于1.0×10^8Ω。经过同样测试条件的电化学迁移测试后,除梳形电路导体允许有轻微的变色外,其他导体不能有明显的腐蚀现象;对于出现树枝状结晶现象的,其尺寸不应超过导线间距的20%。
7.有效减小残留物的措施及去除方式
7.1选择理想的助焊剂
理想的助焊剂应该具有高活性、低腐蚀性,然而两者却是彼此对立的指标,常常有很多助焊剂在一味追求高活性的同时忽视了其腐蚀性。因此在面对诸多的助焊剂时,有必要进行实际的焊接工艺试验来选择性能良好、可靠性高的助焊剂。
7.2做好焊接工艺控制
在保证焊接质量的前提下,焊接过程中应适当提高预热温度和焊接温度,保证必要的焊接时间,使助焊剂中的活性剂及溶剂尽可能多的随高温分解或挥发,减小焊后残留物。
7.3及时采用清洗工艺
对于可靠性要求比较高的电子产品,焊接后必须经过严格的清洗工艺。为了降低清洗的难度,在PCB完成焊接后应尽快进入清洗工序,在清洗时既要针对非极性残留物也要针对极性残留物,因此需使用极性与非极性的混合溶剂来清洗才能有效除去残留物。当然,选择那些对环境友好的清洗剂也是需要考虑的方面。
审核编辑:汤梓红
 凯泉KAIQUAN
凯泉KAIQUAN 铁锚
铁锚 大桥
大桥 金桥
金桥 京雷
京雷 天泰
天泰 博威合金BOWAY
博威合金BOWAY 马扎克Mazak
马扎克Mazak 威尔泰克
威尔泰克 迈格泰克
迈格泰克 斯巴特
斯巴特 MAOSHENG贸盛
MAOSHENG贸盛 Miller米勒
Miller米勒 新世纪焊接
新世纪焊接 西安恒立
西安恒立 上海特焊
上海特焊 新天激光
新天激光 海目星激光
海目星激光 迅镭激光
迅镭激光 粤铭YUEMING
粤铭YUEMING 镭鸣Leiming
镭鸣Leiming 领创激光
领创激光 天琪激光
天琪激光 亚威Yawei
亚威Yawei 邦德激光bodor
邦德激光bodor 扬力YANGLI
扬力YANGLI 宏山激光
宏山激光 楚天激光
楚天激光 百超迪能NED
百超迪能NED 金运激光
金运激光 LVD
LVD Tanaka田中
Tanaka田中 BLM
BLM 易特流etal
易特流etal 百盛激光
百盛激光 Messer梅塞尔
Messer梅塞尔 川崎工业焊接机器人 焊接管架
川崎工业焊接机器人 焊接管架 松下 旗下LAPRISS机器人激光焊接系统
松下 旗下LAPRISS机器人激光焊接系统 创力 CANLEE光纤激光切割机
创力 CANLEE光纤激光切割机 全自动焊接流水线
全自动焊接流水线 大焊 焊机匠心品质 精工之作 行家之选
大焊 焊机匠心品质 精工之作 行家之选 上海通用电气 全焊机系列展示
上海通用电气 全焊机系列展示 Ehave
Ehave KUKA 库卡摩多机器人流水线作业
KUKA 库卡摩多机器人流水线作业 无锡隆宝专业供应滚轮架
无锡隆宝专业供应滚轮架 供应华远氩弧焊机 WS(M)-400/500H逆变式直流(脉冲)氩弧焊机
供应华远氩弧焊机 WS(M)-400/500H逆变式直流(脉冲)氩弧焊机 发电机带电焊机|300A汽油发电电焊机组
发电机带电焊机|300A汽油发电电焊机组 激光雕刻切割机 双色板亚克力广告激光雕刻切割机械 CE认证
激光雕刻切割机 双色板亚克力广告激光雕刻切割机械 CE认证 工业采购TO190A小型柴油电焊机
工业采购TO190A小型柴油电焊机 五轴冲压机械手 电饭煲机械手 多工位 机械手 焊接机器人
五轴冲压机械手 电饭煲机械手 多工位 机械手 焊接机器人 日本FANUC发那科焊接机器人
日本FANUC发那科焊接机器人 氩弧焊机高频电容
氩弧焊机高频电容








